Appearance
| 指令类型 | 指令 | 单步 | 倒序 | 试运行 | 提前执行 | 被提前执行 |
|---|---|---|---|---|---|---|
| 传送带 | 传送带工件检测开始 | 不支持 | 至第一条移动指令 | 不支持 | 不支持 | |
| 传送带 | 传送带工件检测结束 | 不支持 | 至第一条移动指令 | 不支持 | 不支持 | |
| 传送带 | 传送带跟踪开始 | 不支持 | 至第一条移动指令 | 不支持 | 不支持 | |
| 传送带 | 传送带跟踪结束 | 不支持 | 至第一条移动指令 | 不支持 | 不支持 | |
| 传送带 | 获取传送带跟踪位置 | 不支持 | 至第一条移动指令 | 不支持 | 不支持 | |
| 传送带 | 获取传送带跟踪目标 | 不支持 | 至第一条移动指令 | 不支持 | 不支持 |
新传送带跟踪工艺手册
传送带工艺介绍
传送带跟踪,是指机器人利用用户输入的物料点位置,以及物料在这一位置时对应的编码器值,实时计算物料点的位置,通过运动来追踪物料。
点击【工艺】-【传送带跟踪工艺】进入传送带跟踪工艺参数设置界面。
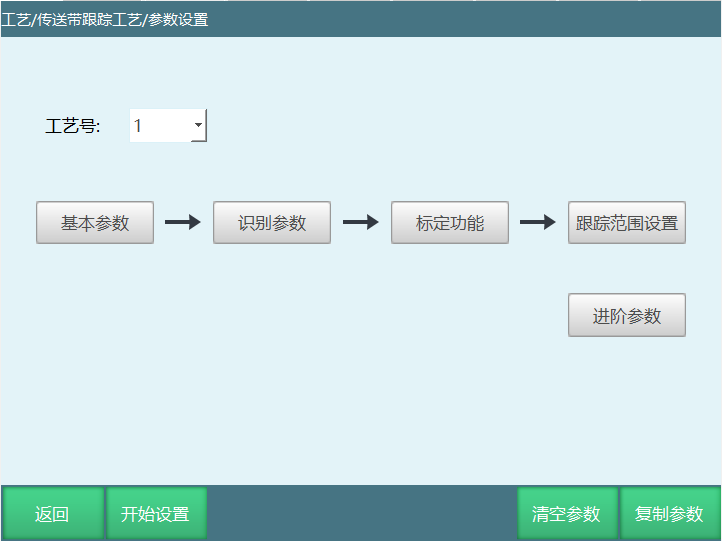
清空参数:清除当前选中工艺号的参数。
复制参数:将此工艺号的参数全部复制到另一个工艺号。
基本参数
在设置所有参数之前,请在"传送带跟踪工艺参数设置界面"选择一个工艺号,每一个工艺号保存了所有的参数。该基本参数是对传送带进行基本的设置。


传送带类型
传送带类型分为直线传送带和环形传送带。
传送带位置模式
- 选择编码器值:正常的传送带标定。
- 选择恒速设置:恒速设置时和编码器无关,传送带速度可以手动填写进行设置(手动修改完速度之后要重新标定传感器)。
- 注意:设置恒速时传感器位置标定计算有误差;误差因素:标定时刻统计的传送带运动时间间隔偏大;解决方法:机器人工具手停在工件随动的路径上,工件经过工具手时直接标定,可以减小误差。
- 选择编码器速度:采用平滑滤波之后的传送带速度计算。注:不再支持传送带动态调速动态同步。
传送带速度:为当前传送带的速度,为只读。
- 选择直线:单位为mm/s。
- 选择环形:单位为°/s。
工件抓取参数
- 抓取点直线高度:机器人抬起时,Z走到该设定长度才会移动X、Y坐标(该值不能大于门型高度)。
- 说明:该门型是当机器人接收到抓取坐标时,机器人需要运动到工件点位,以门型方式去抓取。
- 门型UZ轴最大值:机器人以门型运动时Z轴的最高高度。
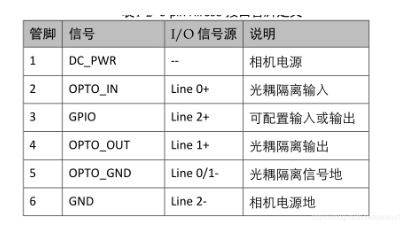
编码器端口:编码器接入端口
编码器值:
编码器连接成功后,自动识别当前已连接编码器的值,此数只能读,无法修改。
编码器值无法读取成功时一般分为两种情况:编码器接口的接线方式不正确;编码器接到IO板上面的端口位置不对。
IO板上面的端口位置可以参照对应IO板的定义图;编码器端口的接线方式可以参照对应编码器的定义图。
编码器计数最大值最小值:
编码器数据处理模块所能计数的最大值是根据使用的IO板作为编码器数据处理模块,目前范围有以下几种:
- 驱控一体版本:0-65535;
- 诺达佳固件低于18版本:0-1024
- 诺达佳固件18版本:-2147483648-2147483647;
- R4C版本:-2147483648-2147483647。
- 2200-A01版本:0-4294967295。
编码器分辨率:
传送带转动1mm,编码器发出的单位脉冲,此值为标定结果。
编码器方向:
打开传送带,观察编码器值是否随着传送带的移动而变化。如果没变化,说明未识别到编码器。如果是随着传送带的运动而变化,那么此处选择对应方向。注:编码器值递增为正向,递减为反向。
参数识别
跟踪方式
视觉跟踪
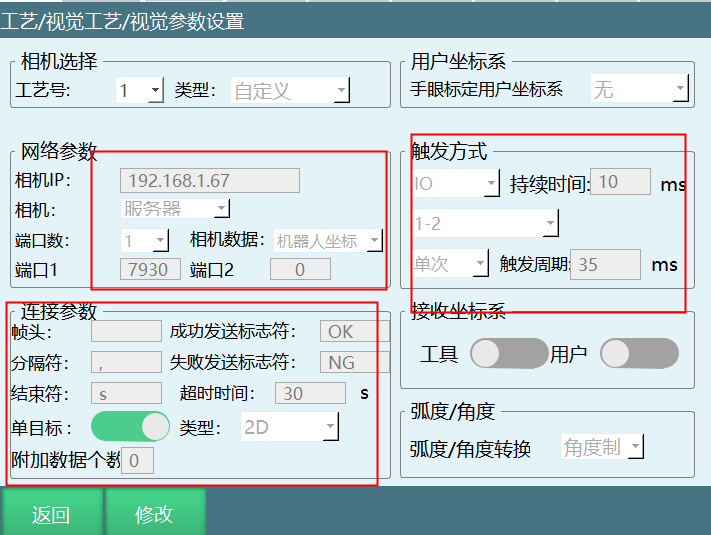
将控制器和相机通讯上。相机拍照发送工件坐标,等待工件进入跟踪区域,机器人将根据【视觉发来的位置坐标】进行实时跟踪
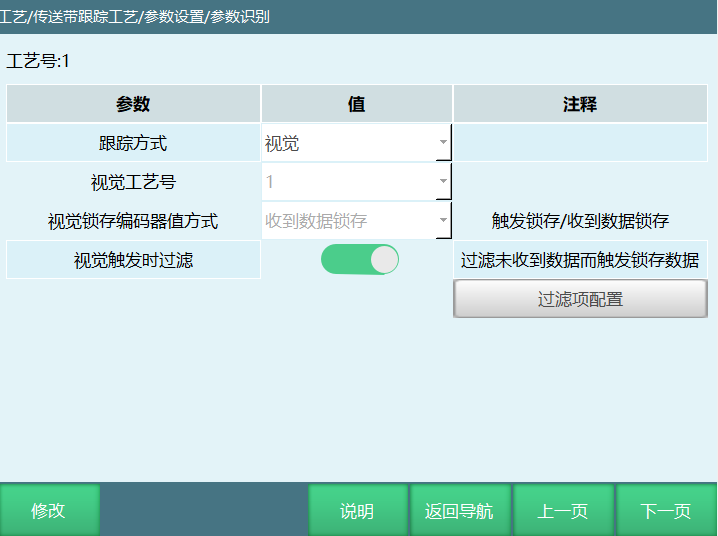
视觉工艺号:1-9,选择连接相机收数据的对应工艺号。
视觉锁存编码器值方式:
- 触发锁存:视觉触发拍照时立即锁存当前传送带编码器值。存在触发拍照锁存编码器值但未收到数据的情况,所以需要配合"视觉触发时过滤"功能使用。每次触发视觉时,注:若前一次工件触发时未收到视觉数据,则丢弃前一次锁存的传送带编码器数据。
- 收到数据锁存:收到相机发送的数据时锁存编码器值。
视觉触发时过滤:编码值与视觉数据应是对应的关系,这个参数用于判断视觉触发锁存新编码器值的时候,是否过滤掉上一个没有收到数据的编码器锁存值。
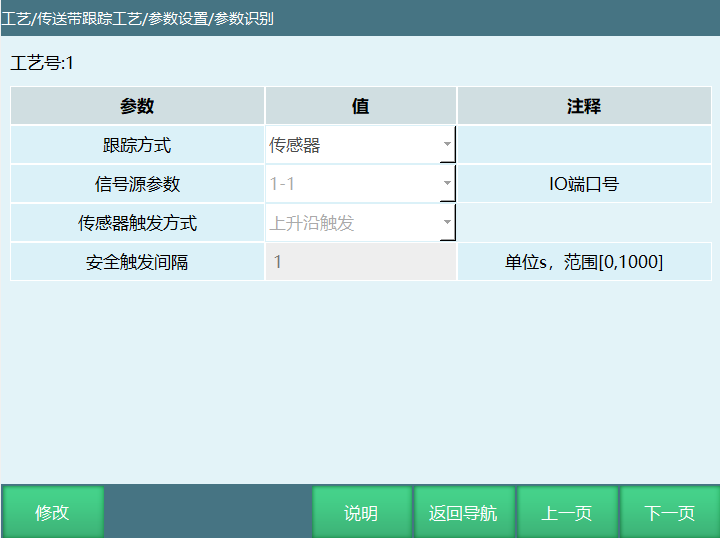
传感器跟踪
将传感器信号接入IO版,信号源选择对应的IO口:当工件经过传感器时,系统获取信号锁存传送带编码器值,等待工件进入跟踪区域,机器人将根据【传感器标定的位置坐标】进行实时跟踪
信号源参数:通过IO来对传送带工件进行检测,信号源参数可选择传感器对应io端口;
传感器触发方式:IO上升沿下降沿进行触发。(上升沿:指IO信号从0到1变化的边沿触发,下降沿:指IO信号从1到0变化的边沿触发)
安全触发间隔:传感器io触发需间隔设置时间才可以再次生效。
传感器+视觉
将传感器信号接入IO版和相机硬接线,信号源选择对应的IO口:当工件经过传感器时,相机通过硬接线触发拍照,等待工件进入跟踪区域,机器人将根据【传感器标定的位置坐标】进行实时跟踪
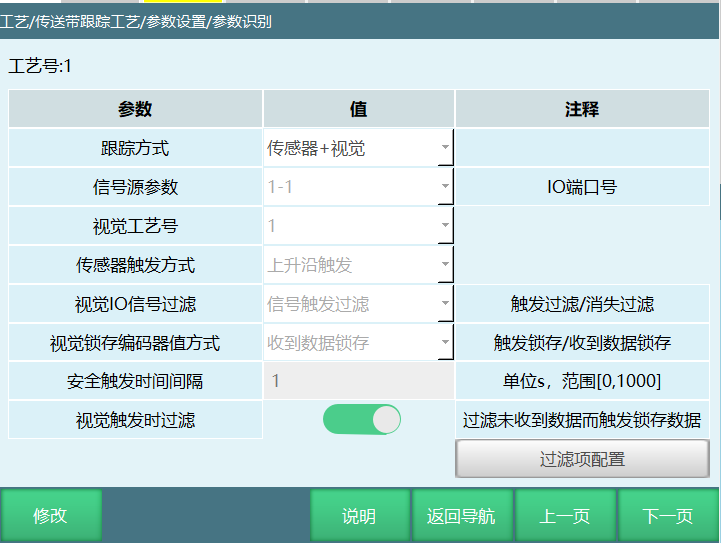
信号源参数:通过IO来对传送带工件进行检测,信号源参数可选择传感器对应io端口;
视觉工艺号:1-9,选择连接相机收数据的对应工艺号。
传感器触发方式:IO上升沿下降沿进行触发。(上升沿:指IO信号从0到1变化的边沿触发,下降沿:指IO信号从1到0变化的边沿触发)
视觉io信号过滤:
- 触发过滤:当第一个工件触发传感器信号,在第二个工件触发传感器信号时,视觉还是没有返回数据,则丢弃第一个工件触发的传感器信号,然后记录第二个工件的传感器信号,第一个工件机器人不进行抓取。当第一个工件触发传感器信号,在第二个工件触发传感器信号时,视觉返回数据,机器人则正常抓取。
- 信号消失过滤:当第一个工件触发传感器信号,在第二次工件触发传感器信号消失时,视觉还是没有返回数据,则丢弃第一个工件触发的传感器信号,然后记录第二个工件的传感器信号,第一个工件机器人不进行抓取。当第一个工件触发传感器信号,在第二次工件触发传感器信号消失时,视觉返回数据,机器人则正常抓取。
视觉锁存编码器值方式:当机器人运行时,使用传感器与视觉搭配抓取工件,此时有工件经过传感器,视觉去拍摄计算工件方位,在指令运行时有许多不确定因素,相机处理速度慢,所以有了锁存功能。
- 触发锁存:视觉触发拍照时立即锁存当前传送带编码器值。存在触发拍照锁存编码器值但未收到数据的情况,所以需要配合"视觉触发时过滤"功能使用。每次触发视觉时,注:若前一次工件触发时未收到视觉数据,则丢弃前一次锁存的传送带编码器数据。
- 收到数据锁存:收到相机发送的数据时锁存编码器值。
安全触发时间间隔:传感器io触发需间隔设置时间才可以再次生效。
视觉触发时过滤:编码值与视觉数据应是对应的关系,这个参数用于判断视觉触发锁存新编码器值的时候,是否过滤掉上一个没有收到数据的编码器锁存值。
全局变量+modbus
通过监控全局变量,变量为1时锁存编码器值认为工件已经到来;等待工件进入跟踪区间,机器人根据【modbus】地址发送的坐标进行实时跟踪。注:modbus地址为2位一个坐标---X(1012-1013)Y(1014-1015)Z(1016-1017)

信号源参数:全局变量GB001---990(为1进行锁存编码器值后modbus通过地址码发点,为0不进行跟踪)。
全局变量+视觉
信号源选择对应变量,全局变量发生变化时,锁存传送带编码器值,相机触发拍照:等待工件进入到跟踪区域,机器人将根据【视觉发来的位置坐标】进行实时跟踪
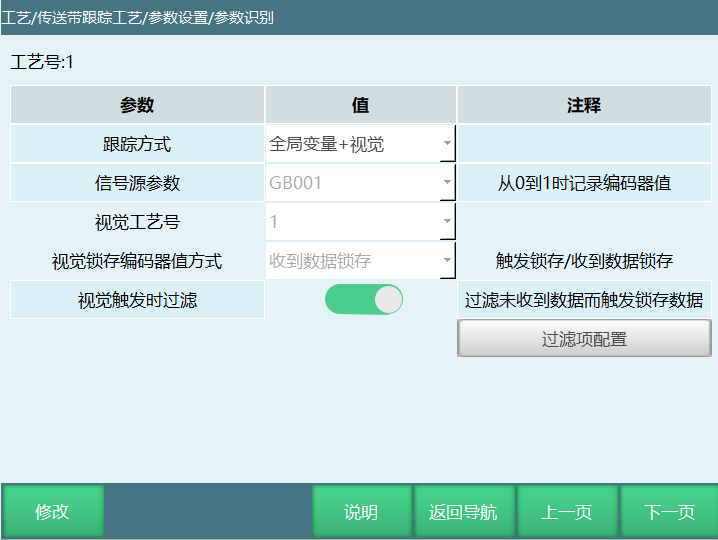
信号源参数:全局变量GB001---990(为1进行锁存编码器值)
视觉工艺号:1-9,选择连接相机收数据的对应工艺号。
视觉锁存编码器值方式:
触发锁存:视觉触发拍照时立即锁存当前传送带编码器值。存在触发拍照锁存编码器值但未收到数据的情况,所以需要配合"视觉触发时过滤"功能使用。每次触发视觉时,注:若前一次工件触发时未收到视觉数据,则丢弃前一次锁存的传送带编码器数据。
收到数据锁存:收到相机发送的数据时锁存编码器值。
视觉触发时过滤:编码值与视觉数据应是对应的关系,这个参数用于判断视觉触发锁存新编码器值的时候,是否过滤掉上一个没有收到数据的编码器锁存值。
过滤参数
适用于视觉收到的前后坐标转成用户坐标,后坐标需要加上距离前坐标拍照间隔的传送带移动的距离

角度过滤:是否对UA、UB、UC进行过滤。
功能说明:两次点的UX、UY、UZ、UA、UB、UC差值均在绝对阈值范围内,会被过滤,否则不会过滤。
比较过程:收到第一个点坐标,又收到第二个点坐标,第二个点坐标会和第一个点坐标进行比较(注意:比较过程需要加上两个点坐标之间的传送带移动距离),差值是否超过阈值,如果第二个点超了就丢弃,再收到第三个值,仍然与第一个点进行比较,以此类推。
标定功能
传送带用户坐标系选择需要进行标定的用户坐标系(目前支持1-9)

直线传送带视觉类(视觉、传感器+视觉、全局变量+视觉)标定步骤
注意:
控制器做标定请在视觉工艺内选择传送带像素坐标或传送带机器人坐标。
相机坐标系XY平面与传送带平面需要基本平行。
相机坐标X方向与传送带运动方向需要一致;如果不一致会导致标定不准,若需要调整相机XY视觉方向。
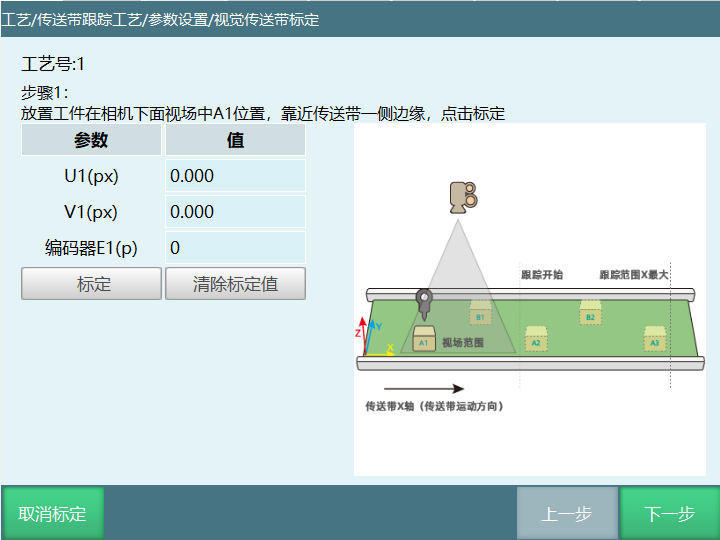

步骤1:放置工件在相机下面视场中A1位置,靠近传送带一侧边缘,点击标定。(需要上电并正常获取相机返回坐标数据)
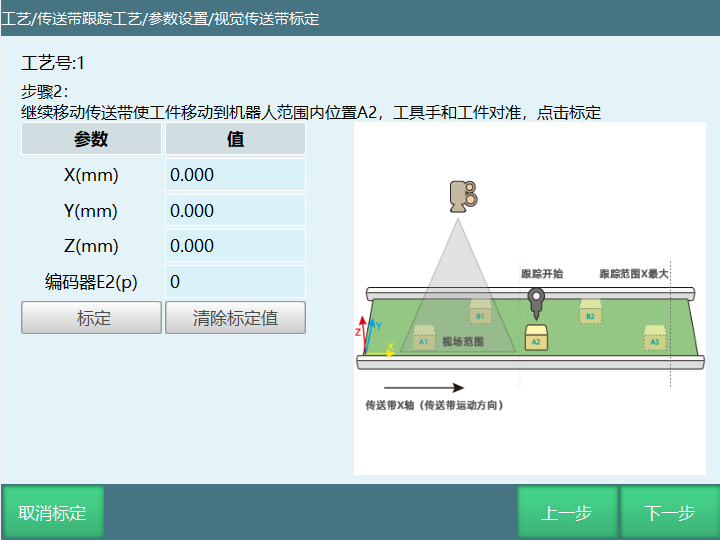
步骤2:继续移动传送带使工件移动到机器人范围内位置A2,工具手和工件对准,点击标定。
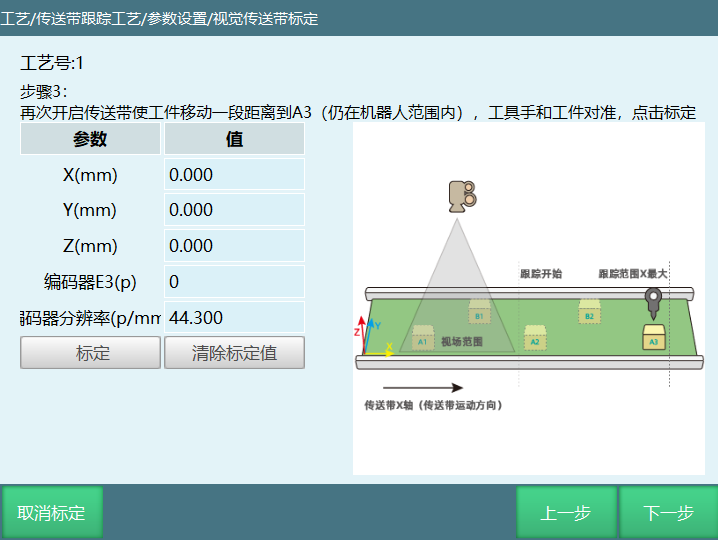
步骤3:再次开启传送带使工件移动一段距离到A3(仍在机器人范围内),工具手和工件对准,点击标定。
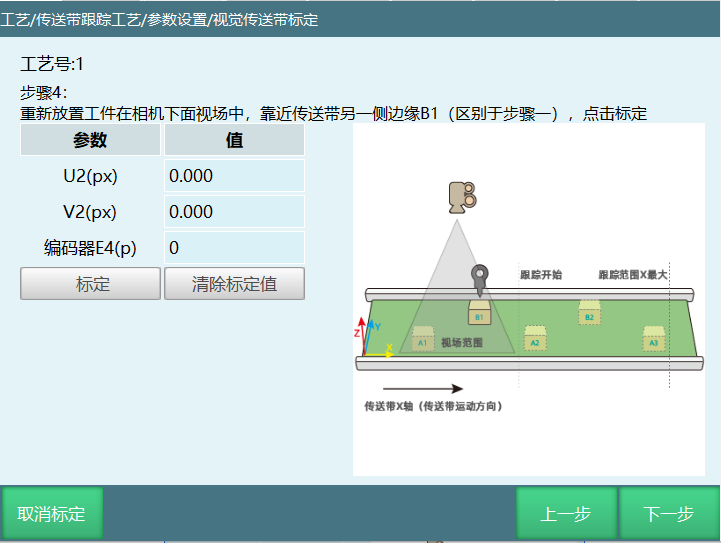
步骤4:重新放置工件在相机下面视场中,靠近传送带另一侧边缘B1(区别于步骤一),点击标定。
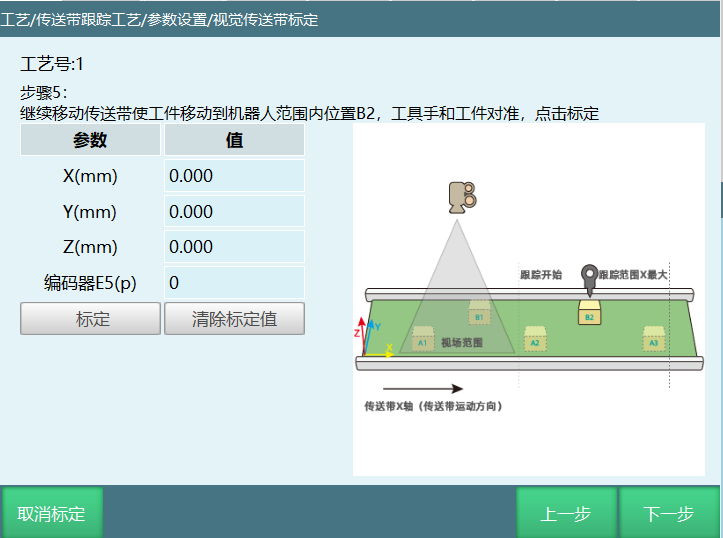
步骤5:继续移动传送带使工件移动到机器人范围内位置B2,工具手和工件对准,点击标定。
步骤6:向远离传送带的方向移动一段距离,确定参考用户坐标系z轴方向,点击标定。
步骤7:上述步骤完成后点击计算。
环形传送带视觉标定
该传送带坐标系的值是传送带标定完成后计算得出的
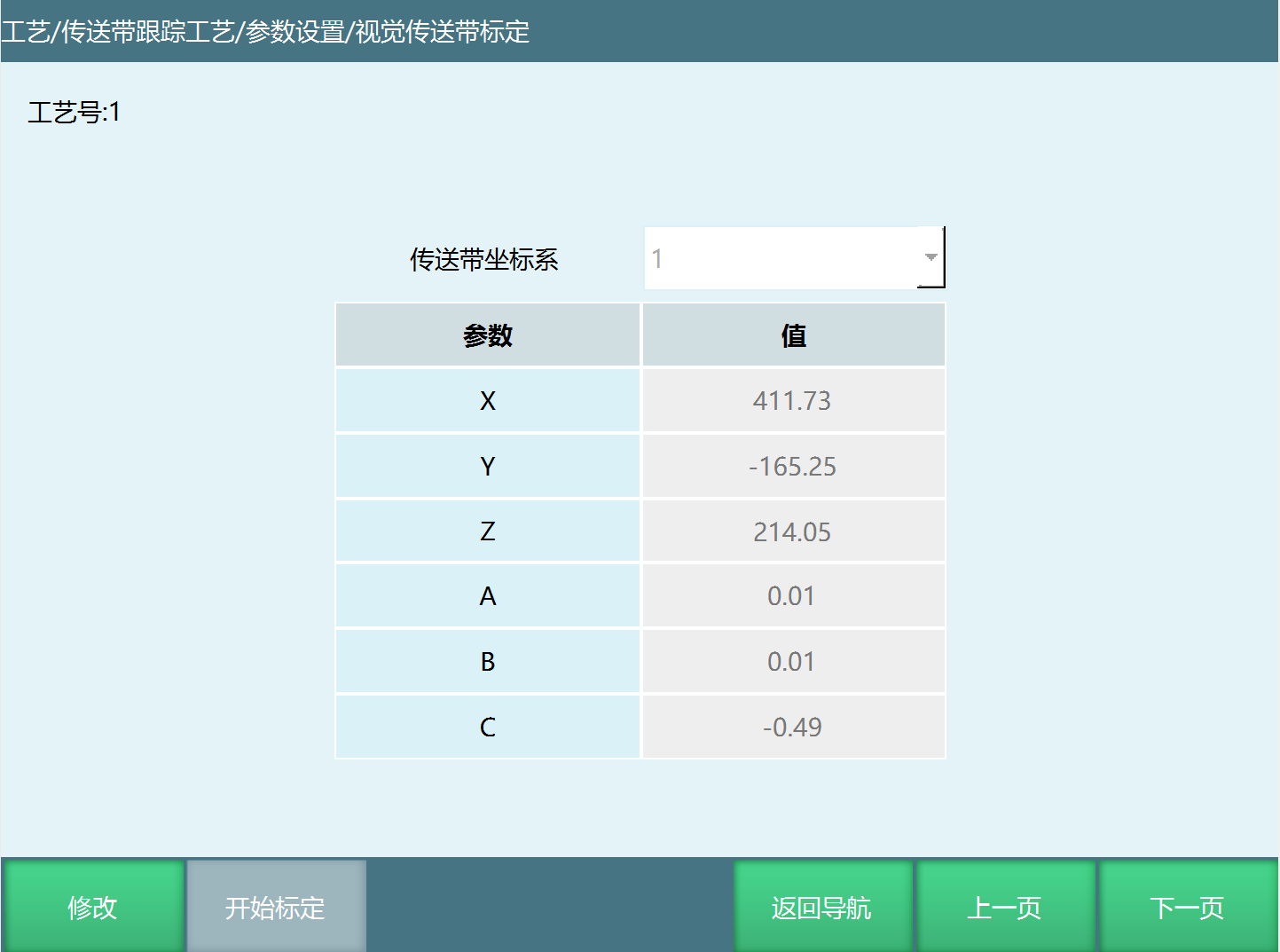
传送带标定,通过标定6个工件位置点,计算传送带的用户坐标系;点击【修改】,【开始标定】按钮进入标定界面。







步骤1:放置工件在相机下面视场中A1位置,靠近传送带一侧边缘,点击标定。
步骤2:继续移动传送带使工件移动到机器人范围内位置A2,工具手和工件对准,点击标定。
步骤3:再次开启传送带使工件移动一段距离到A3(仍在机器人范围内),工具手和工件对准,点击标定。
步骤4:再次开启传送带使工件移动一段距离到A4(仍在机器人范围内),工具手和工件对准,点击标定。
步骤5:重新放置工件在相机下面视场中,靠近传送带另一侧边缘B1(区别于步骤一),点击标定。
步骤6:继续移动传送带使工件移动到机器人范围内位置B2,工具手和工件对准,点击标定。
步骤7:向原理传送带的方向移动一段距离,确定参考用户坐标系Z轴方向。
直线传送带传感器标定
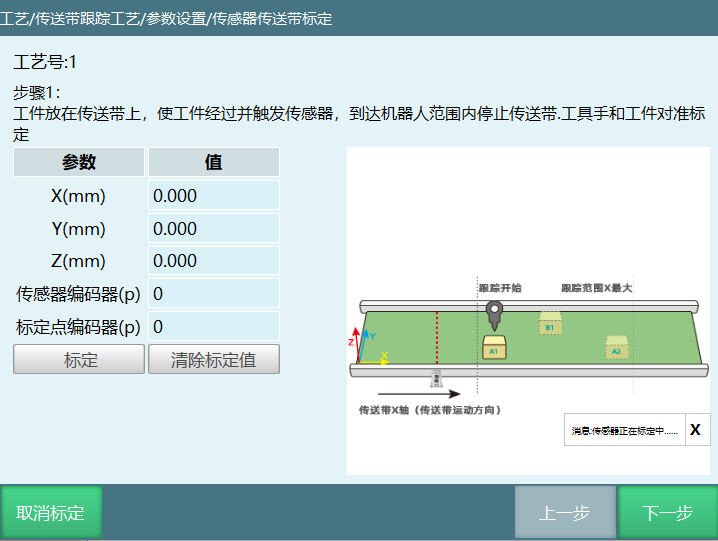

步骤1:工件放在传送带上,使工件经过并触发传感器,到达机器人范围内停止移动传送带,工具手和工件对准标定。
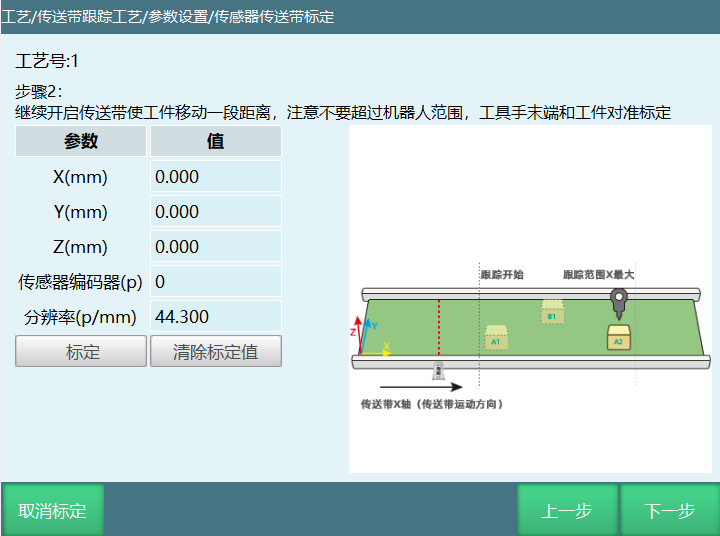
步骤2:继续开启传送带使工件移动一段距离,注意不要超过机器人范围,工具手末端和工件对准标定。
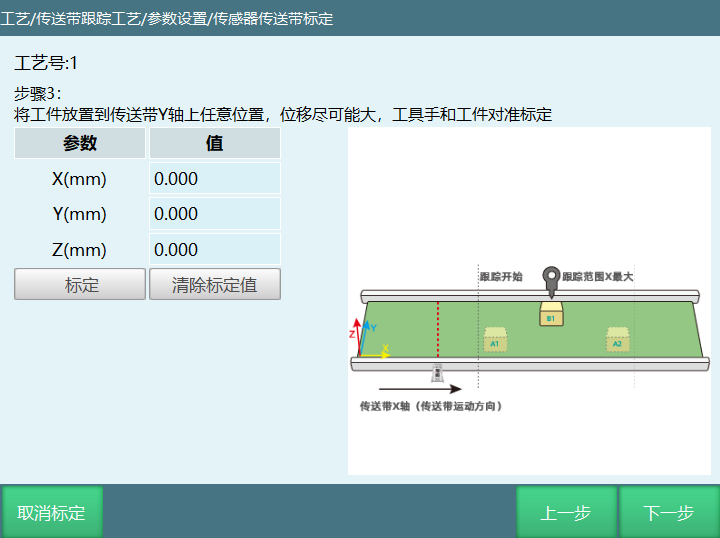
步骤3:将工件放置到传送带y轴上机器人范围内任意位置,位移尽可能大,工具手和工件对准标定。
步骤4:向远离传送带的方向移动一段距离,确定参考用户坐标系z轴方向。
步骤5:上述步骤完成后点击计算。
环形传送带传感器标定
工件识别方式选择传感器时需要在此界面标定传感器;点击【修改】-【开始标定】按钮进入标定界面,如下图所示





步骤1:工件放在传送带上,使工件经过并触发传感器,到达机器人范围内停止传送带,工具手和工件对准标定。
步骤2:继续开启传送带使工件移动一段距离,注意不要超过机器人范围,工具手末端和工件对准标定。
步骤3:继续开启传送带使工件移动一段距离,注意不要超过机器人范围,工具手末端和工件对准标定。
步骤4:向远离传送带的方向移动一段距离,确定参考用户坐标系Z轴方向。
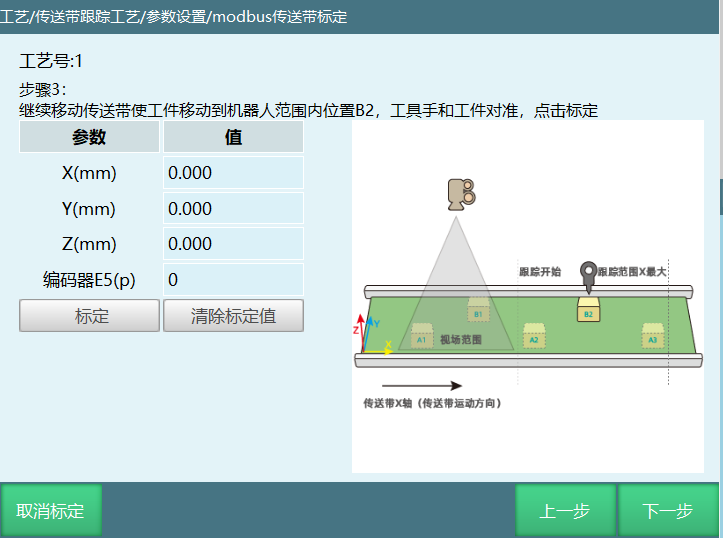
modbus传送带标定
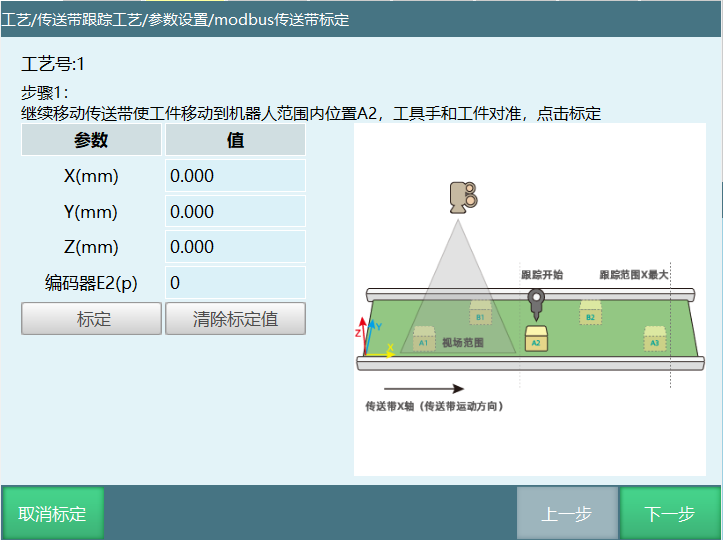
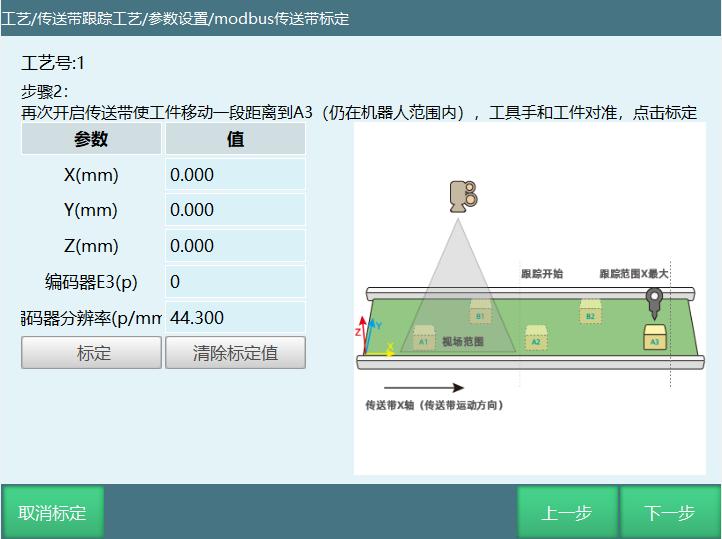

步骤1:移动传送带使工件移动到机器人范围内位置A2,工具手和工件对准,点击标定。
步骤2:再次开启传送带使工件移动一段距离到A3(仍在机器人范围内),工具手和工件对准,点击标定。
步骤3:继续移动传送带使工件移动到机器人范围内位置B2,工具手和工件对准,点击标定。
步骤4:向远离传送带的方向移动一段距离,确定参考用户坐标系z轴方向,点击标定。
步骤5:上述步骤完成后点击计算。
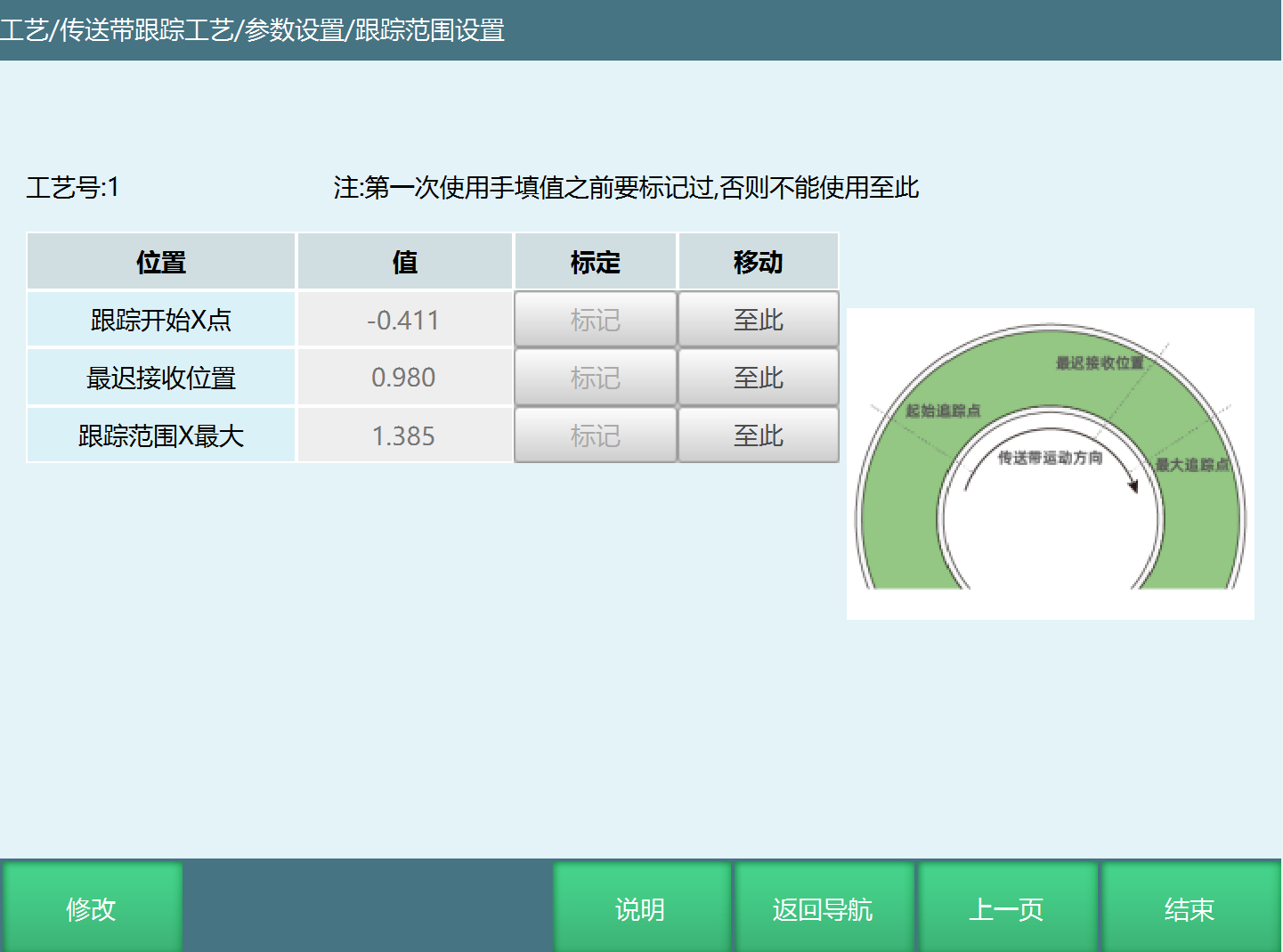
直线传送带跟踪范围设置
该界面用来设置机器人在跟踪过程中的一些关键位置与追踪范围,如下图。

注意:使用传送带标定后的用户坐标系进行标定。
- 跟踪开始X点
此参数仅记录传送带坐标X轴(传送带运行方向)的值,每次跟踪时,只有工件超过该位置,机器人才会进行跟踪。
- 最迟接收位置
工件在传送带X轴(传送带运行方向)上的最迟接收位置。工件在被跟踪之前超过该位置,机器人不跟踪该工件。
注意:若发现标定的范围不合理,请重新确认用户坐标系的标定,查看选用的用户坐标系的方向是否合理。
- 跟踪范围X最大
跟踪范围在传送带X轴(传送带运行方向)最大的位置,无论工件是否正在被跟踪,只要超过该位置,机器人则放弃追踪并进行警告提示。
环形传送带跟踪范围设置
该界面用来设置机器人在跟踪过程中的一些关键位置与追踪范围,如下图。
注意:使用传送带标定后的用户坐标系进行标定。
- 跟踪开始X点
当传送带上的工件随传送带运动到该坐标位置时,机器人控制器接收到信号,开始计算并执行追赶动作,从静止状态切换为同步传送带运行状态
- 最迟接收位置
工件在被跟踪之前超过该位置,机器人不跟踪该工件。
- 跟踪范围X最大
跟踪范围在传送带X最大的位置,无论工件是否正在被跟踪,只要超过该位置,机器人则放弃追踪并进行警告提示。
注意:若发现标定的范围不合理,请重新确认用户坐标系的标定,查看选用的用户坐标系的方向是否合理。
进阶参数
同步参数

- 同步开始段加速度倍数
开始追踪段的最大速度(max_vel)是根据传送带速度计算得出,而最大加速度(max_acc)则是max_vel乘以该倍数参数得到,默认20倍。该参数直接影响追赶达到同步的快慢,范围建议选在10~20之间,过慢导致跟踪节拍很慢,过快容易导致抖动或过载。
- 同步结束段加速度倍数
用于计算追踪停止段的最大减速度,计算方式为停止时刻的机器人速度乘以该倍数参数,默认20倍。该参数直接影响停止段长短,范围建议选在10~20之间,默认20倍。
- 偏差补偿段加速度倍数
用于编码器速度模式同步过程中实时偏差补偿的加速度计算,计算方式为传送带速度乘以该倍数参数。
- 单次补偿最大距离
用于编码器速度模式同步过程中实时偏差补偿的距离,防止单次补偿距离过大可能导致:1)叠加后的瞬时速度超限;2)异常偏差的补偿撞机。
- 同步pid比例系数
应用于编码器位置模式同步中的位置pid调节。默认0.4,建议范围0.1~1,随动同步中追不上工件,滞后距离变大时,调大该参数;在传送带运动方向上围绕目标位置同步时快时慢时,调小该参数。
- 同步pid积分系数
应用于编码器位置模式同步中的位置pid调节,纠正累积误差。默认0.05。
a. 若实时偏差在0处轻微波动(多数在0.1mm以内),则参数正常;
b. 若实时偏差始终在一个固定值处轻微波动,说明有累积误差,则调大积分系数;
c. 若实时偏差在0处周期性较大波动,则调小积分系数。
- 同步pid微分系数
应用于编码器位置模式同步中的位置pid调节。默认0.05,建议不要随意修改,若遇到同步振动,可以设置为0。
- 同步pid限幅
应用于编码器位置模式同步中的位置pid调节器的输出限制,防止单次调节过大。
- 同步pid限输出加速度倍率
应用于编码器位置模式同步中的位置pid调节器的输出平滑,防止加速度突变导致电流冲击。
- 报警并放弃同步的速度阈值倍率
应用跟踪速度安全防护。若跟踪同步过程中,叠加之后的轴速度达到关节参数中轴最大速度阈值,则报警并放弃这次同步,但是作业程序不停止,继续进行。
注意:若偶发该报警,则可以持续运行,若频率较高,则要考虑降低同步追踪指令速度参数或同步加速度倍率。
- 平滑启动追踪
默认关闭,若打开,则跟踪开始运动会与前面的运动进行平滑连接。
- 编码器滤波系数
编码器值的低通滤波系数,值越大滤波能力越低,默认0.99。
其他参数

- 跟踪补偿时间
用于以下几种情况下补偿:
a. 恒速模式下的传感器标定过程中工件移动距离计算补偿。
b. 编码器位置/速度/恒速三种模式下的同步跟踪过程中,工件位移计算补偿。
c. 一线多机跟踪中,前机虚拟相机分配工件给后机时,需要转换当前工件机器人坐标为相机坐标系下坐标,当前工件机器人坐标计算补偿。
- 跟踪补偿编码器值
用于以下几种情况下的补偿:
a. 编码器位置/速度/恒速三种模式下的同步跟踪过程中,工件位移计算补偿。
b. 一线多机跟踪中,前机虚拟相机分配工件给后机时,需要转换当前工件机器人坐标为相机坐标系下坐标,当前工件机器人坐标计算补偿。
c. 视觉位置调试中,偏移后位置计算补偿。
- 跟踪补偿距离
用于以下几种情况下的补偿:
a. 编码器位置/速度/恒速三种模式下的同步跟踪过程中,工件位移计算补偿。
b. 一线多机跟踪中,前机虚拟相机分配工件给后机时,需要转换当前工件机器人坐标为相机坐标系下坐标,当前工件机器人坐标计算补偿。
c. 视觉位置调试中,偏移后位置计算补偿。
- 传送带速度计算周期
传送带速度计算方式:每一个时间周期(该参数)读一次编码值,然后通过编码值变化量和标定的分辨率计算传送带移动的距离d,最后用距离d除以时间得到传送带速度。另外还加了滑动平均滤波。
该周期越小,计算结果波动越大,对传送带速度变化响应的越准确;反之计算结果波动越小,对传送带速度变化响应的越滞后。
一线多机
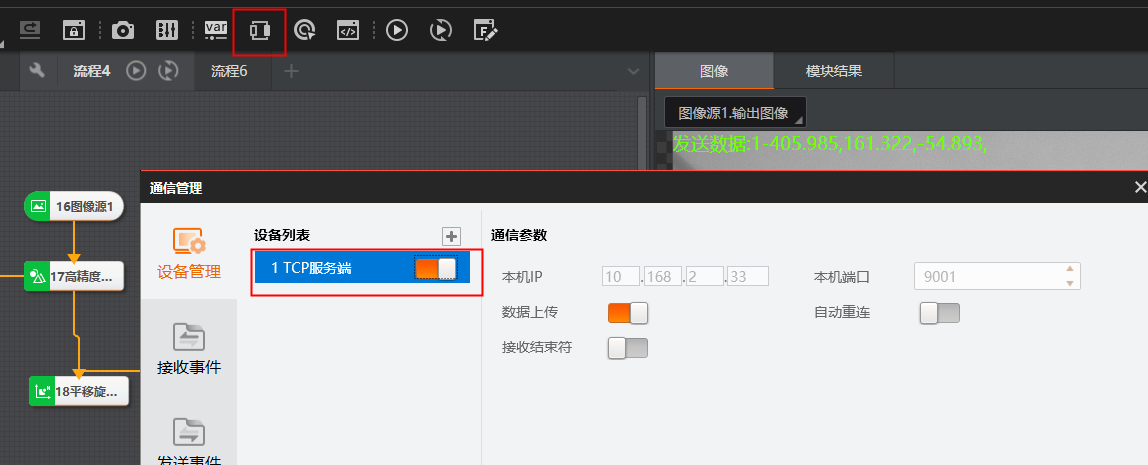
一个视觉,一个传送带,两个以上机器人协同跟踪抓取

- 跟踪对象分配比例
若机器人比例的值小于100%,则表示该机不是最后一台机,会自动启动虚拟相机服务器(单独写一个模块,ip为本机地址,端口为当前视觉工艺号+3000),用于机器人的视觉工艺连过来,发送对象坐标,数据格式为默认的多目标数据格式。
该参数的必要性:在多机协同跟踪码垛装箱产线中,如果来料线 和装箱线方向相同,要保证最后面的机器人来料充足,从而保证它的箱子先装满并流转走,如果不按比例分配,可能导致前面机器人的箱子先装满,但是因为后面的箱子没有装满,而阻塞产线。若别的场景没这个需要,可以默认比例100%就可以。
- 目标数据格式
此栏显示接收到的视觉方发送的数据,格式与视觉工艺-参数设置界面的连接参数的设置有关,显示的数据格式根据连接参数的改变而改变。
- 通讯测试按钮
测试该机与前一台机器人(或相机)的通讯是否正常。
- 接收目标数据
通讯测试之后显示到接收到的视觉方发送的数据。
传送带指令
CONVEYOR_ON-传送带跟踪开始

格式:CONVEYOR_ON【指令名】P/GP/工件点【点位】ID【跟踪结束工艺号】V【跟踪速度】ACC【加速度】。
功能:工件到达跟踪范围后开始跟踪。
参数:
| 参数 | 说明 |
|---|---|
| 点位 | 基准点位置数据(P点、GP点、工件点:相机发送的点位) 工件点:当相机发送的点位是一段轨迹时将这段轨迹的第一个点作为工件点 P/GP:用户可以选择一个已有位置变量或者新建一个位置变量。该点为传送带跟踪过程中的基准点,还可以确定跟踪高度。建议将此点设置为需追踪工件的中间点,若需要在工件上走轨迹,则将该点设置在轨迹的第一个点 |
| ID | 传送带跟踪工艺号 |
| V | 传送带跟踪时的速度 |
| ACC | 传送带跟踪时的加速度 |
| 提前时间 | 提前时间执行非运动类指令,单位ms 说明:设置了提前执行3秒,表示下一条非运动提前3秒执行。 |
| 提前距离 | 机器人运动到设置的提前距离执行下一条非运动指令,单位mm 说明:提前距离设置为10mm,假设整段轨迹是机器人P1运动到P2,整体轨迹时100mm,那么当机器人运动到90mm时,便会依次执行下面的非运动类指令。 |
| 提前进度 | 机器人运动到设置的提前进度执行下一条非运动指令,单位% 说明:提前进度设置为10%,假设整段轨迹是机器人P1运动到P2,整体轨迹时100mm,那么提前进度10%,当机器人运动到【100-100*10%】mm时,便会依次执行下面的非运动类指令 |
CONVEYOR_OFF-传送带跟踪结束

格式:CONVEYOR_OFF【指令名】ID【跟踪结束工艺号】
功能:传送带结束跟踪。
参数:
| 参数 | 说明 |
|---|---|
| ID | 传送带跟踪工艺号 |
CONVEYOR_POS-获取传送带跟踪位置

格式:CONVEYOR_POS【指令名】ID【工艺号】.
功能:传感器标定的结果存入选择的位置变量,附加数据的值存入数值变量。
参数:
| 参数 | 说明 |
|---|---|
| ID | 传送带跟踪工艺号 |
| 全局位置变量 | 传感器触发时将传感器标定结果存入GP点 视觉触发时将视觉每次拍照的位置存入GP点 |
| 附件数据首个变量 | 附加数据的值保存到变量,变量类型(整型、浮点型、字符型) 视觉工艺-视觉参数界面设置附加数据个数,获取传送带跟踪位置参数界面设置附加数据首个变量,执行此条指令可以将获取到的附加数据值存入到变量。用户可以通过条件判断调用对应的变量抓取不同颜色,形状等工件 例如:附加数据首变量为GD001,附加数据个数为2,执行此条指令会将用户定义的附加数据值按顺序存入GD001,GD002 如果用户需要将传送带上不同颜色工件抓取后放置在不同位置,我们可以将不同颜色的工件用不同的变量值表示,然后通过IF条件判断选择对应变量对不同颜色工件抓取。假设将红色工件用GD001=1表示,当相机拍到的工件是红色时条件判断ifGD001=1,抓取红色工件 |
CONVEYOR_REMOVE-删除传送带跟踪目标
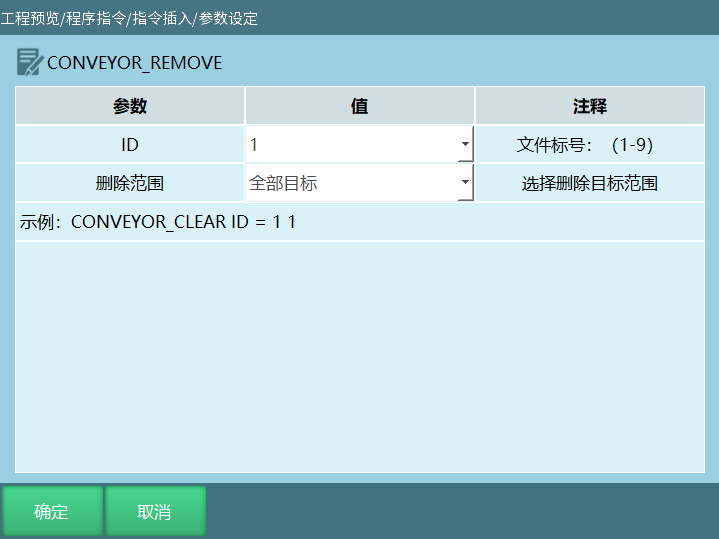
格式:CONVEYOR_REMOVE【指令名】ID=1【跟踪工艺号】删除范围【全部目标,本次目标】。
功能:根据选择的删除范围删除跟踪信号。
参数:
| 参数 | 说明 |
|---|---|
| ID | 传送带跟踪工艺号,范围【1,9】 |
| 删除范围 | 全部目标:程序运行时多次给传送带跟踪开始信号,除了第一个信号以外的所有信号都会删除 本次目标:程序运行时多次给传送带跟踪开始信号,每一次循环都会删除前一个信号 假设有5个工件,第1个工件跟踪,第2个工件跟踪信号删除不跟踪,第3个工件跟踪,第4个工件跟踪信号删除不跟踪,第5个工件跟踪 |
CONVEYOR_CHECKEND-传送带工件检测结束

格式:CONVEYOR_CHECKEND【指令名】ID【跟踪工艺号】。
功能:停止检测工件,执行此条指令后就算工件经过传感器也不参与队列计算。
参数:
| 参数 | 说明 |
|---|---|
| ID | 传送带跟踪工艺号 |
CONVEYOR_CHECKPOS-传送带工件检测开始

格式:CONVEYOR_CHECKPOS【指令名】ID【跟踪工艺号】。
功能:执行此条指令,工件经过传感器时参与队列计算。
参数:
| 参数 | 说明 |
|---|---|
| ID | 传送带跟踪工艺号 |
CONVEYORWAIT-传送带等料

格式:CONVEYORWAIT【指令名】ID【跟踪工艺号】超时时间【来料阻塞超时时间】来料结果【位置变量】来料位置【位置变量】
功能:阻塞等待T时间,有工件且工件在可追区域则结束;若超时则结束;若T=0,则一直阻塞等待工件进入可追区域。
参数:
| 参数 | 说明 |
|---|---|
| ID | 传送带跟踪工艺号 |
| 超时时间 | 阻塞等待T时间,有工件且工件在可追区域则结束;若超时则结束;若T=0,则一直阻塞等待工件进入可追区域。 |
| 来料结果 | 来料结果为在时间范围内触发了信号,会把变量置为工件状态:0--没有工件;1--有工件但未进入可追区域;2--工件在可追区域内;3--工件已超出可追区域 |
| 来料位置 | 来料位置为初始位置并将其存入变量 |
CONVEYSETOBJPOSITION-传送带设置对象位置
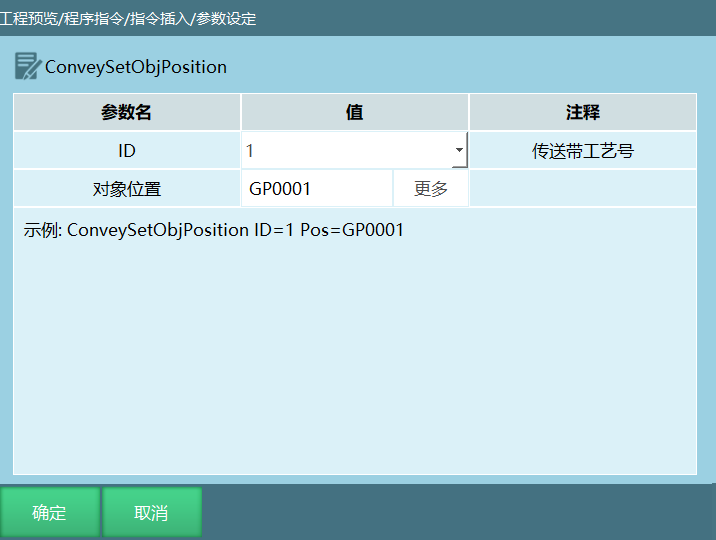
格式:CONVEYSETOBJPOSITION【指令名】ID【跟踪工艺号】对象位置【位置变量】
功能:对象位置是进行偏移之后的传送带跟踪位置(把偏移值计算进去的点位并设置进传送带跟踪队列)
参数:
| 参数 | 说明 |
|---|---|
| ID | 传送带跟踪工艺号 |
| 对象位置 | 对象位置是进行偏移之后的传送带跟踪位置(把偏移值计算进去的点位并设置进传送带跟踪队列) |
程序示例说明
示例1:传感器触发,在跟踪的工件上运行轨迹
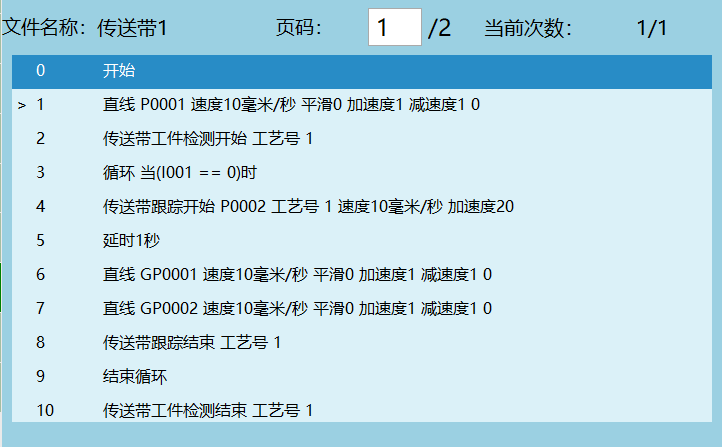
示例说明:
机器人安全位置;
开始检测工件,工件经过传感器时开始参与队列计算;
循环开始,工件循环跟踪;
开始跟踪工件;
延时1秒;
在跟踪的工件上走直线轨迹(GP0001-GP0002);
结束工件跟踪;
工件循环跟踪结束;
停止检测,工件再次经过传送带时不参与队列计算。
示例2:传感器触发,使用外部点功能走轨迹
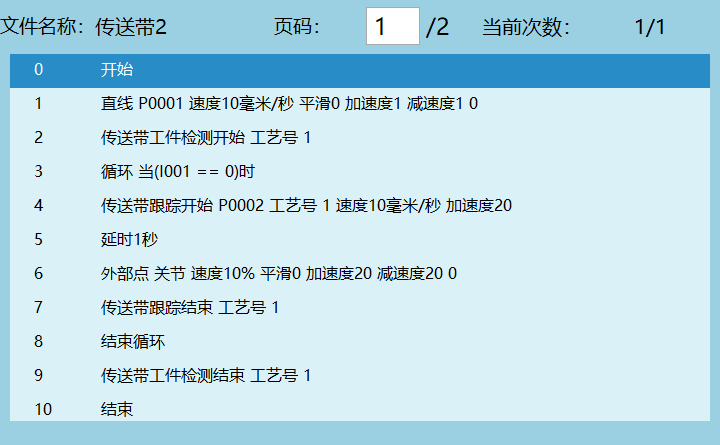
示例说明:
机器人安全位置;
开始检测工件,工件经过传感器时开始参与队列计算;
循环开始,工件循环跟踪;
开始跟踪工件;
延时1秒;
使用外部点功能发送点位走轨迹;
结束工件跟踪;
工件循环跟踪结束;
停止检测,工件再次经过传送带时不参与队列计算。
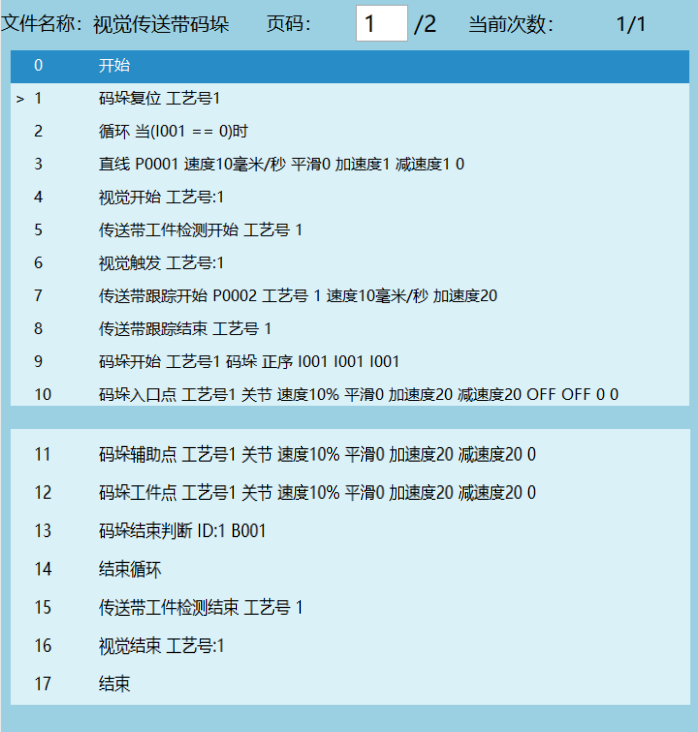
示例3:视觉+传送带跟踪
通过视觉追踪工件,工件检测信号源那里要选择视觉。
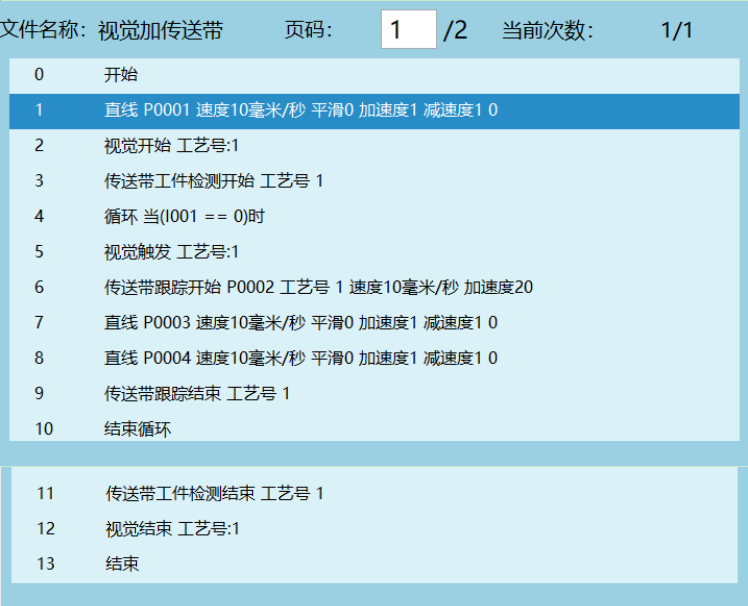
示例说明:
机器人安全位置;
打开视觉;
传送带工件检测开始;
循环开始,工件循环跟踪;
相机拍照一次,视觉触发一次(视觉软件里面选择的触发条件为连续时视觉触发指令触发一次后工件也能够正常跟踪,如果触发条件为单次时,相机拍一次触发一次);
开始跟踪工件;
跟踪轨迹(P0003-P0004);
结束工件跟踪;
工件循环跟踪结束;
停止检测,工件再次经过传送带时不参与队列计算;
关闭视觉。
示例4:传送带与码垛结合使用
视觉跟踪工件,将抓取到的工件进行码垛。
示例5:获取跟踪位置附件数据参数说明
视觉工艺-视觉参数界面设置附加数据个数,最多支持10个。
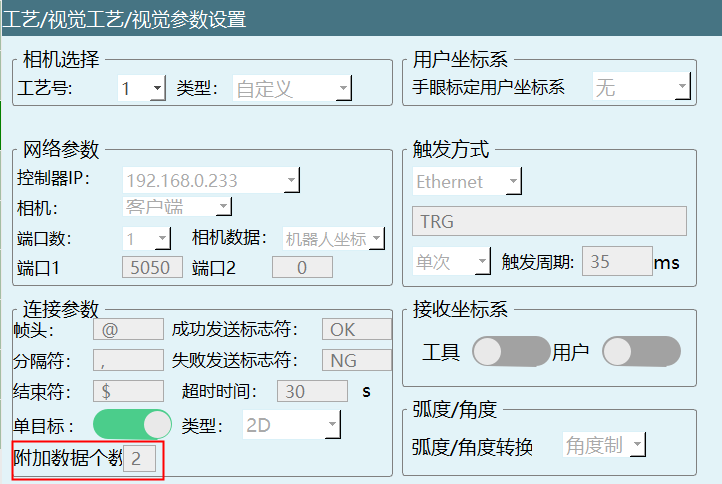
点击视觉位置参数进入参数界面后查看示例格式发生变化,"data"表示附加的数据。
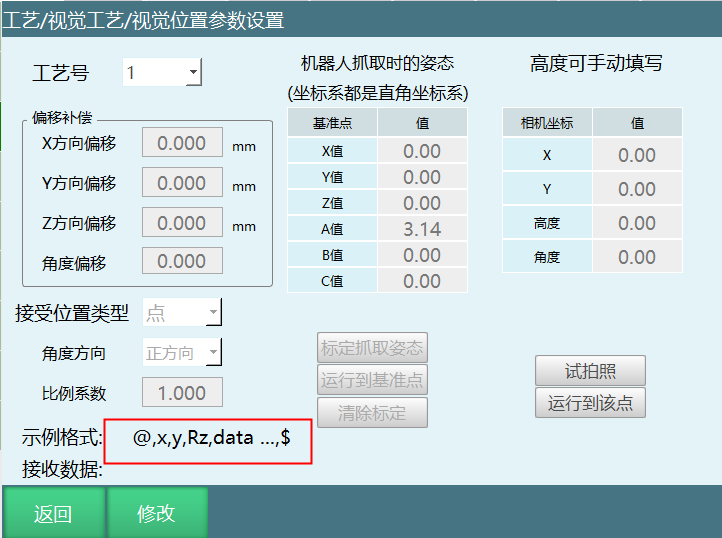
外部设备:网络调试助手,按照视觉位置参数界面的示例格式发送点位。
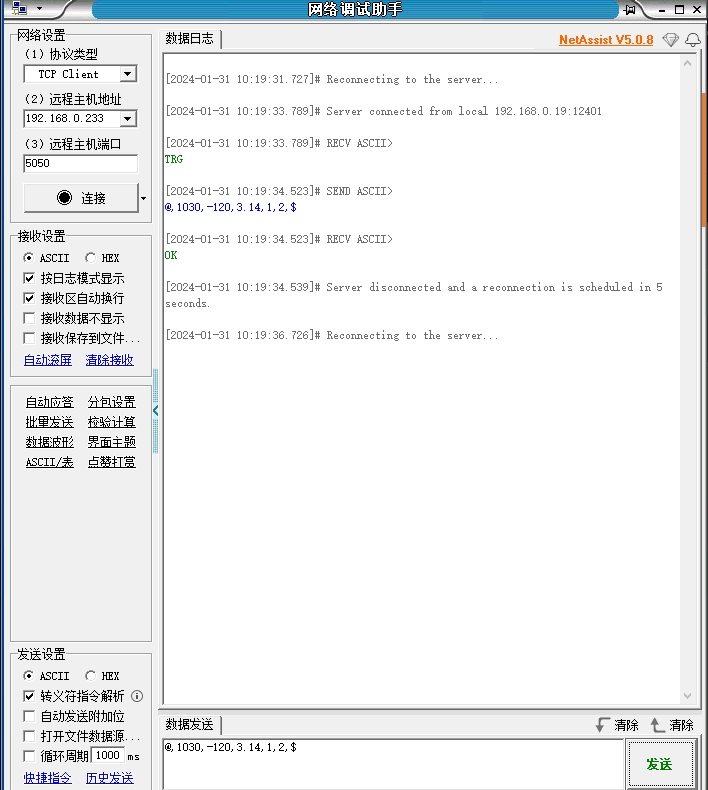
点击试拍照,网络助手发送点位后接收数据行的"1,2"表示附加数据。附加数据默认存到GS001,根据定义的附加数据个数顺延存入。
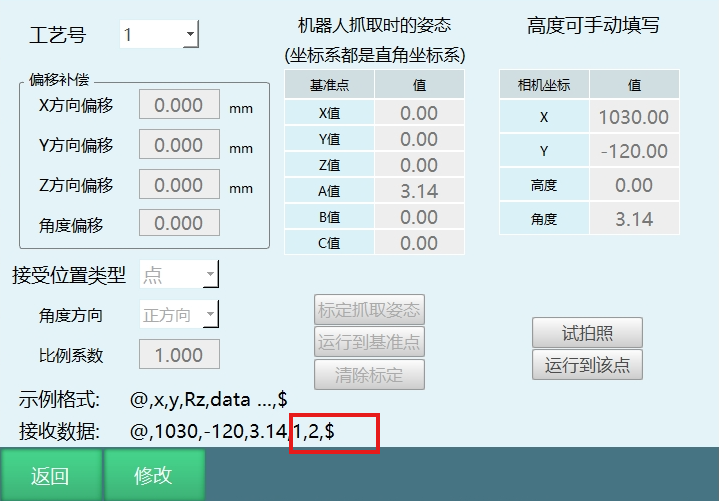
如果插入获取传送带跟踪位置指令,执行指令会将定义的附加数据的值存入用户自己选择的变量(整型、浮点型、字符型),用户可以将工件的形状,颜色用数值表示(例如GD001=1表示红色,GD002=2表示绿色),然后通过条件判断对不同颜色的工件跟踪抓取。
例如:

错误码说明
| 报警号 | 报错类型:错误,警告,消息 | 内容详情 | 报警原因 | 处理方案 |
|---|---|---|---|---|
| 24833 | 错误 | 机器人1传送带1工件检测启动失败:视觉1未启动 | 运行传送带工件检测指令时所匹配视觉工艺号1未正常通讯连接 | 检查视觉连接是否正常/视觉连接是否正常的情况下检查工件检测选择的视觉工艺号是否为已连接 |
| 24834 | 机器人%d传送带%d工件检测:modbus获取工件数据超时 | |||
| 24835 | 机器人%d传送带%d检测启动失败 | |||
| 24836 | 机器人%d传送带%d功能中间不支持该指令 | |||
| 24837 | 机器人%d传送带%d不支持多个检测共用一个视觉 | |||
| 24838 | 机器人%d传送带跟踪%d启动失败:工件检测未启动 | |||
| 24839 | 错误 | 机器人1传送带跟踪1:跟踪未开始 | 程序未运行传送带跟踪开始指令,直接运行其他传送带指令 | 运行传送带跟踪开始 |
| 24840 | 错误 | 机器人1传送带跟踪2启动失败:获取工件数据超时 | 长时间未获取到工件数据 | 半小时内获取到工件数据 |
| 24841 | 警告 | 机器人%d传送带跟踪%d目标无法跟踪:跟踪速度慢于传送带速度 | 传送带速度比机器人跟踪速度快 | 调整传送带速度和机器人跟踪速度 |
| 24842 | 警告 | 机器人%d传送带跟踪%d目标无法跟踪:传送带速度过小 | 传送带速度比机器人跟踪速度慢 | 调整传送带速度和机器人跟踪速度 |
| 24843 | 警告 | 机器人1传送带跟踪1当前目标无法跟踪,等待下一目标 | 1.当前目标超出跟踪范围 2.目标数据不支持,无法跟踪 | 调整设置的跟踪范围/检查跟踪点是否正确实在 |
| 24844 | 警告 | 机器人%d传送带跟踪%d当前目标超限,跟踪下一目标 | 跟踪目标超过最大跟踪范围 | 调整设置的跟踪范围/调整传送带或者跟踪速度 |
| 24845 | 机器人%d传送带%d停止,跟踪下一目标 | |||
| 24846 | 机器人%d传送带%d参数设置失败:编码器值范围超限 | |||
| 24847 | 错误 | 机器人传送带1参数设置失败:编码器分辨率过小 | 传送带基本信息中编码器分辨率数值异常 | 先将编码器分辨率数值填写一个正常范围,然后再进行传送带标定得出正确的分辨率 |
| 24848 | 机器人传送带1参数设置失败:设置参数超出范围 | 传送带基本信息中参数异常 | 填写正常范围内参数 | |
| 24849 | 机器人%d传送带%d用户坐标标定失败:两次标定编码器值不能相同 | |||
| 24850 | 警告 | 机器人%d传送带%d用户坐标标定:相比于上次标定分辨率误差过大 | 1.假设第一次随便标了一个用户,第二次按要求标定 2.较上次改动分辨率后进行标定 | 检查分辨率是否正常/根据标定要求标定 |
| 24851 | 警告 | 机器人%d传送带%d用户坐标标定失败:两次标定不能为同一点 | 传送带进行标定时两次标定的工件位置相同 | 根据标定要求进行传送带的标定 |
| 24852 | 错误 | 机器人1传送带1传感器位置标定失败:识别参数配置错误 | 1.没有连接传感器 2.识别参数中未选择传感器 | 1.重新连接传感器后再进行标定 2.检查是否正常选择传感器模式 |
| 24853 | 错误 | 机器人1传送带1跟踪范围标定参数不合理 | 1.标定最大最小范围反了 2.传送带标定方向使用错误 3.什么都i没有标定点击保存 | 1.对比标出数据查看是否合理 2.检查传送带标定是否正确 |
| 24854 | 编码器初始化失败,请重启系统 | |||
| 24855 | 错误 | 机器人1传送带追踪不支持单步运行 | 单步传送带类指令出现 | 不支持单步传送带类指令,运行模式可运行 |
| 24856 | 错误 | 机器人1传送带追踪不支持试运行 | 试运行传送带指令出现 | 传送带指令仅支持运行模式下运行 |
| 24857 | 跟踪队列长度(%d)不够,索引号(%d)错误 | 未出现 | ||
| 24858 | 机器人1指令错误,传送带追踪不支持单步 | 未出现 | ||
| 24859 | 错误 | 机器人1传送带1指令错误,缺少CONVEYOR_CHECKEND指令 | 缺少CONVEYOR_CHECKEND指令 | 根据需要在相应位置添加CONVEYOR_CHECKEND指令或删除CHECKEND_CHECKPOS指令 |
| 24860 | 错误 | 机器人1传送带1指令错误,缺少CONVEYOR_CHECKPOS指令 | 缺少CONVEYOR_CHECKPOS指令 | 根据需要在相应位置添加CONVEYOR_CHECKEND指令或删除CHECKEND_CHECKPOS指令 |
| 24861 | 错误 | 错误:机器人1传送带1指令错误,缺少CONVEYOR_OFF指令 | 1.传送带跟踪开始指令工艺号与其他传送带跟踪指令工艺号不一致 2.有多余的传送带跟踪开始指令 3.缺少传送带跟踪结束指令 | 1.修改全部传送带跟踪指令工艺号一致 2.删除多余的传送带跟踪开始指令 3.插入传送带跟踪结束指令 |
| 24862 | 错误 | 机器人1传送带1指令错误,缺少CONVEYOR_ON指令 | 缺少CONVEYOR_ON指令 | 或据需要在相应位置添加CONVEYOR_ON指令或删除CONVEYOR_OFF指令 |
| 24863 | 消息 | 传感器正在标定中...... | 进入标定传感器页面触发 | 提示正在进行传感器标定 |
| 24864 | 消息 | 传感器位置参数标定成功,若要重新标定,请重新进入标定界面 | 提示标定成功,重新标定需要重新进入页面 | 提示标定成功,重新标定需要重新进入页面 |
| 24865 | 警告 | 操作无效,传感器被触发后才能标定 | 在传感器标定页面未触发传感器点击标定按钮出现此警告 | 先触发传感器再进行标定 |
| 24866 | 消息 | 传感器被触发,编码器值已记录 | 在传感器标定页面触发传感器提示 | 在传感器标定页面触发传感器提示 |
| 24867 | 错误 | 机器人%i传送带%i恒速模式不支持视觉位置调试 | 传送带位置模式设是恒速设置模式,此时使用视觉位置调试触发此错误 | 1.恒速模式下不支持使用视觉位置调试 2.使用视觉位置调试时传送带位置模式选为编码器 |
| 24868 | 错误 | 删除传送带跟踪目标不在传送带检测开始和结束中间 | 删除传送带跟踪目标指令不在传送带检测开始和结束指令中间,运行程序报错 | 删除传送带跟踪目标指令需要放在传送带检测开始和结束指令之间使用 |
飞拍功能
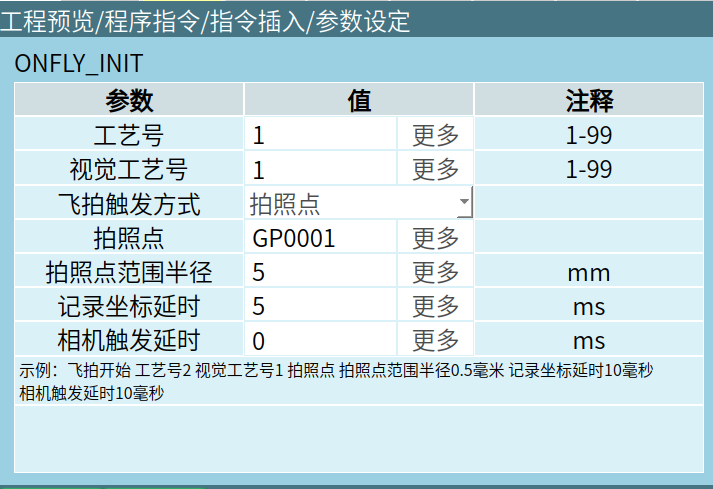
指令说明
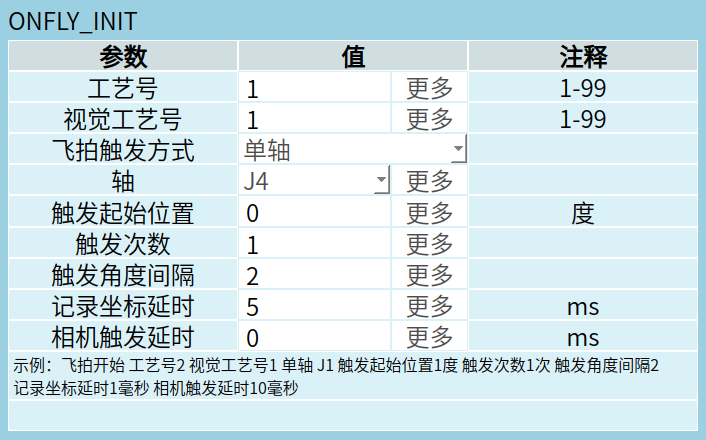
| 参数 | 说明 | 备注 |
|---|---|---|
| 工艺号 | 每组视觉飞拍工艺号有1-99个 下电时飞拍的处理逻辑与视觉一致 飞拍工艺号可绑定变量支持I、I[]、GI、GI[] | 手填值时文本框 绑定变量时支持I、I[]、GI、GI[] |
| 视觉工艺号 | 此处填飞拍绑定的视觉工艺号 若该指令执行时视觉没有连接,则不会触发拍照;视觉关闭时飞拍也会关闭 | 手填值时文本框 绑定变量时支持I、I[]、GI、GI[] |
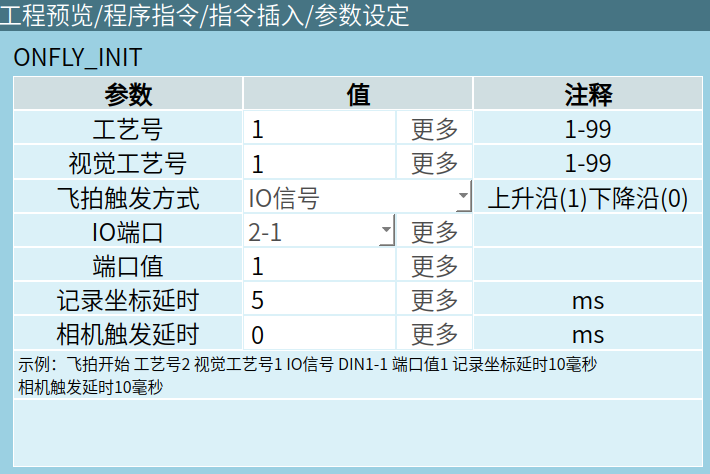
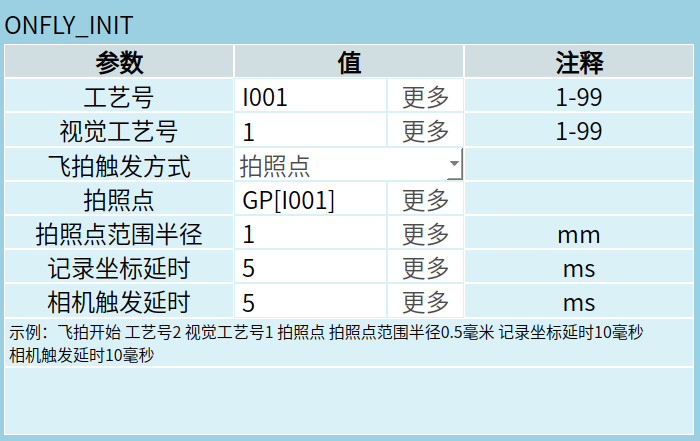
| 飞拍触发方式 | 可以选择拍照点、IO信号、单轴 IO信号为绑定输入信号,判断输入,条件成立,控制器输出IO或字符方式去拍照 拍照点,只支持直线指令 | 下拉框选项:拍照点、IO信号 注:选择拍照点时要隐藏IO端口、端口值参数 选择IO信号时要隐藏拍照点、拍照范围半径参数 |
| IO端口 | 选择触发拍照记录机器人位置的IO输入信号 | 选IO信号时有效 手填值时下拉框 |
| 端口值 | 0、1,上升沿或者下降沿有效 | 手填值时文本框 绑定DIN、DIN[] |
| 拍照点 | 要拍照的位置,需要手动示教,手动赋值到变量中 | 绑定变量时支持P、P[]、GP、GP[]、E、E[]、GE、GE[] |
| 拍照点范围半径 | 距离拍照点的距离半径,进入拍照区域触发拍照 | 单位mm 手填值时文本框 绑定变量时支持I、I[]、GI、GI[]、D、D[]、GD、GD[] |
| 记录坐标延时 | 触发拍照到记录机器人坐标的延时时间 | 单位ms 手填值时文本框 绑定变量时支持I、I[]、GI、GI[]、D、D[]、GD、GD[] |
| 单轴/轴 | 选择要触发的单轴作为判断拍照条件 | 手填、支持I、I[]、GI、GI[] |
| 触发起始位置 | 单轴方式,触发拍照的起始关节点位位置条件,当单轴经过或到达该点位,触发拍照条件成立 | 单位° 支持手填 绑定变量时支持I、I[]、GI、GI[]、D、D[]、GD、GD[] |
| 触发次数 | 单轴方式,触发次数范围[0-10]次 | 支持手填/不使用 不使用,代表不设置次数,默认触发1次 支持I、I[]、GI、GI[] |
| 触发角度间隔 | 指触发起始位置的范围区间,±区间 | 支持手填,绑定变量时支持I、I[]、GI、GI[]、D、D[]、GD、GD[] |
| 飞拍结束工艺号 | 每组视觉飞拍工艺号有1-99个 | 下拉框选项1-99 绑定变量支持I、I[]、GI、GI[] |
| 获取飞拍状态工艺号 | 每组视觉飞拍工艺号有1-99个 | 下拉框选项1-99 |
| 获取飞拍状态结果 | 1代表打开,0代表关闭 | 不支持手填值 绑定变量时支持B、B[]、GB、GB[] |
| 飞拍计算工具手 | 工艺号,抓取工具手,新工具手 | 手填、支持I、I[]、GI、GI[] |
| 相机触发延迟 | 延时触发拍照时间 | 单位ms 手填值时文本框 绑定变量时支持I、I[]、GI、GI[]、D、D[]、GD、GD[] |
拍照点案例
注:拍照点方式,仅支持直线指令,且不支持平滑
触发方式
案例为[海康]{.mark}相机
触发方式:[IO输出触发拍照]{.mark},案例是海康6pin线,使用Line 0 方式。
注:此方式由控制器,控制IO输出拍照
注:实际情况沟通相机厂家,IO触发接线。
视觉工艺设置
校验:请在视觉工艺中,试拍照测试是否打开了IO输出拍照
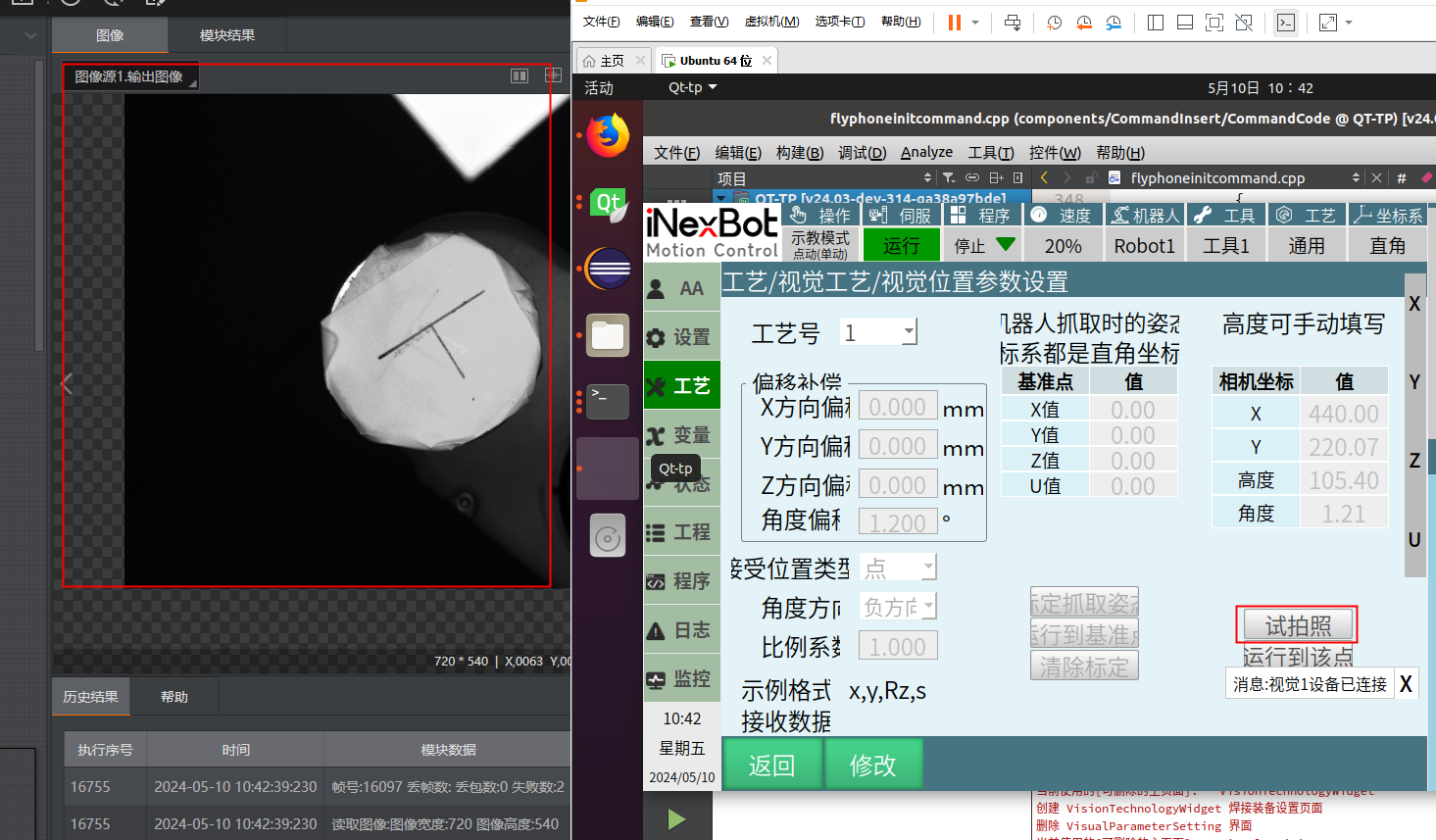
编程编写
程序逻辑:当P001和P002的运动轨迹有经过拍照点GP0001点位半径范围,会调用视觉工艺里面的触发方式进行触发拍照。
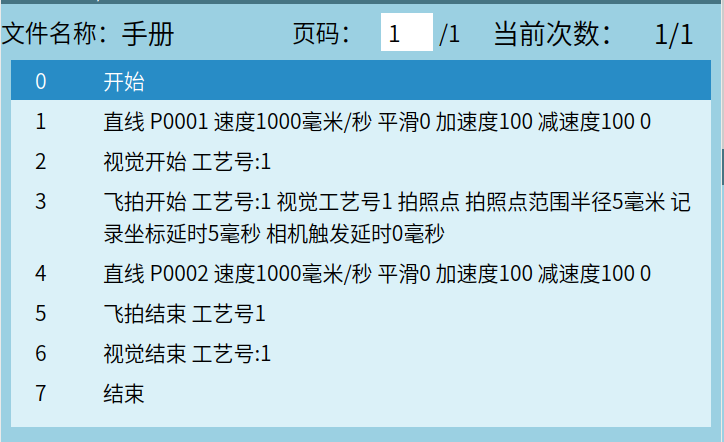
注:GP0001是全局变量示教的拍照点,在变量界面赋值
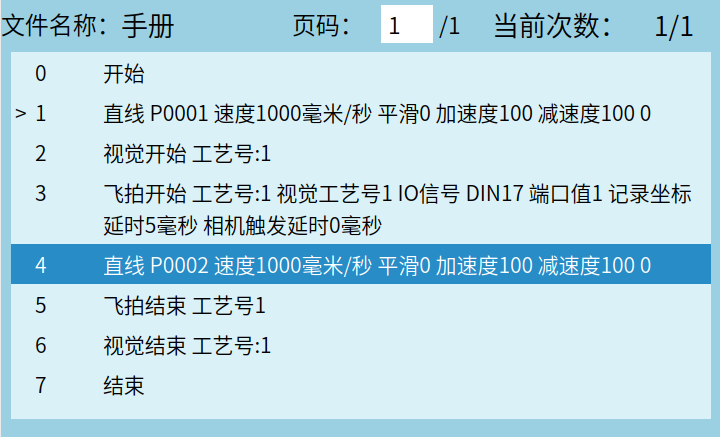
IO信号拍照
触发方式
案例为[海康]{.mark}相机
触发方式:外部设备触发,案例是[光电传感器触发]{.mark}接到IO输入口,在飞拍开始指令中的IO信号参数绑定对应的IO输入口,当IO输入被触发后条件成立,控制器执行视觉触发拍照。
注:实际情况沟通相机厂家,IO触发接线。
视觉工艺设置
程序编写
程序逻辑:当P001和P002的运动轨迹经过光电传感器触发相机拍照,当收到2-1的输入信号,控制器执行视觉触发拍照。
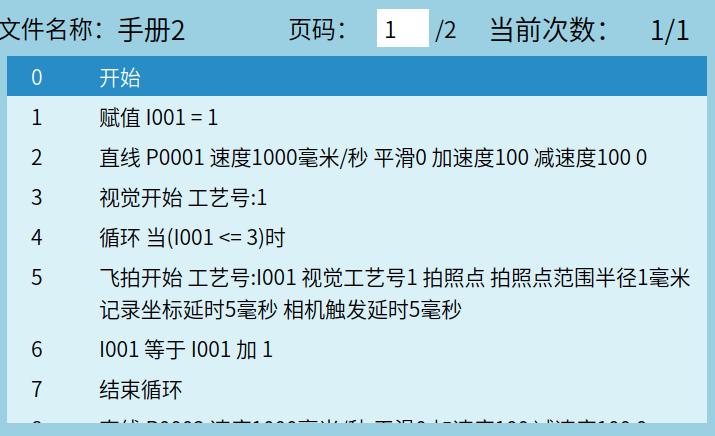
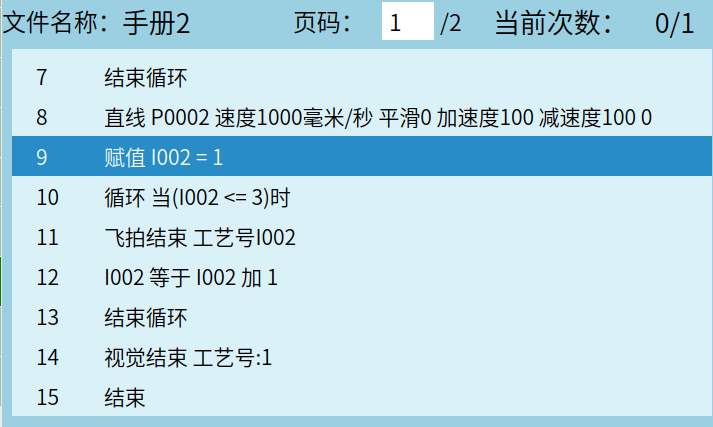
多拍照点拍照
触发方式
案例为[海康]{.mark}相机
触发方式:[IO输出触发拍照]{.mark},案例是海康6pin线,使用Line 0 方式。
注:此方式由控制器,控制IO输出拍照
注:实际情况沟通相机厂家,IO触发接线。
视觉工艺设置
注:请在视觉工艺中,试拍照测试是否打开了IO输出拍照
程序编写
注:需要几个拍照点就循环几次飞拍开始和飞拍结束。案例是三个飞拍点
程序逻辑:循环3次飞拍开始指令,开启3个飞拍工艺号3个拍照点。当P002的运动轨迹有经过3个工艺号中拍照点位半径范围,会调用视觉工艺里面的触发方式进行触发拍照。循环3次飞拍结束指令,结束3个飞拍工艺号。
单轴-不支持直线指令
注:单轴一个工艺号,只支持单一方向触发,
起始位置设置2,触发次数2,间隔2°,会J6在2° 和 4°触发拍照;
如果是J6轨迹 1° ~ 10°,只会触发2次,会J6在2° 和 4°触发
如果是J6轨迹10°~1°,只会触发1次,会J6在2° 触发
触发方式
案例为[海康]{.mark}相机
触发方式:[IO输出触发拍照]{.mark},案例是海康6pin线,使用Line 0 方式。
注:此方式由控制器,控制IO输出拍照
注:实际情况沟通相机厂家,IO触发接线。
视觉工艺设置
注:请在视觉工艺中,试拍照测试是否打开了IO输出拍照
程序编写
注意点:触发角度隔间是正数是正方向,负数是反方向
单轴方式,J4,运动轨迹从-44 到 44 ,起始位置0,触发次数3,触发角度隔间5
,意味着当在0触发后,下一个触发点是5,在下一个是10,会触发三次
单轴方式,J4,运动轨迹从-44 到 44 ,起始位置0,触发次数3,触发角度隔间-5
,意味着当在0触发后,下一个触发点是-5,在下一个是-10,只会触发一次,因为运动轨迹从-44
到 44是正方向运动。
程序逻辑:当,P002运动轨迹,J4经过0°就触发拍照
飞拍计算工具手指令
飞拍计算工具手作用于,机械臂夹持工件时可能出现偏心位置,工件有旋转角。通过计算获取并切换新的工具手之后,工件中心放置到放料位置点,不偏心无旋转。
环境搭建
a. 相机选用收到io信号立即曝光的类型,响应延时小(一般微妙级),另外最好选高速工业相机(帧率根据目标飞行速度确定);
b. 相机安装在机械臂运动路径下方,向上拍照;
c. 标定工具手1;
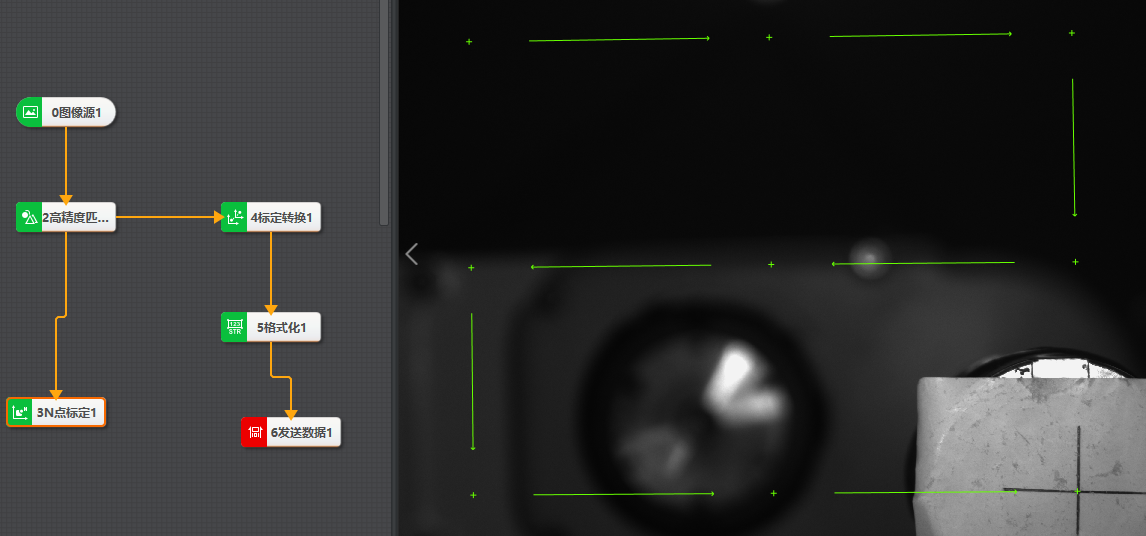
d. 工具手1持工件在相机上方,进行相机标定;
e. 工件暂不要放下,进行标定结果验证,验证方法:工具手1持工件静止在相机上方,拍照视觉点位
与 当前tcp直角点位应该一致;
f. 在视场范围内选3个点,验证步骤相机标定是否准确;
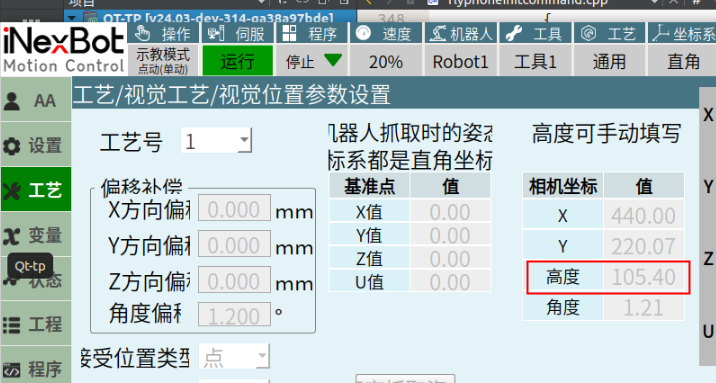
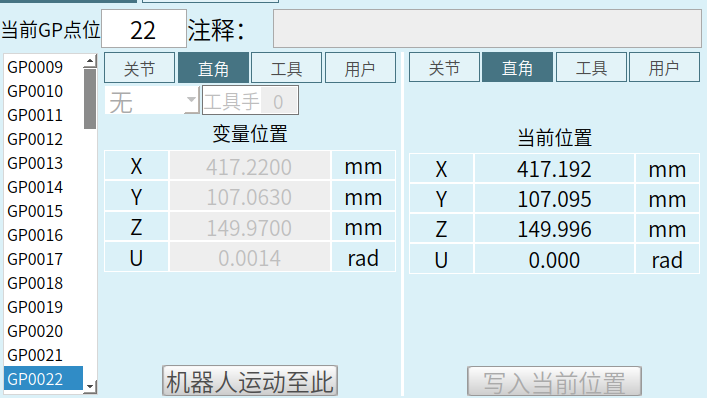
静态校验获取点位,越精准越好,误差越小,X,Y,U核对误差
计算飞拍计算需要Z设置
计算的纠偏工具手,当触发视觉拍照,会记录当前的位置Z,通过下图填的Z相减,得出纠偏工具手的偏移Z值
飞拍计算案例
2.1、标定工具手
2.2、工具手1持工件在相机上方,进行相机标定
2.3、校验相机标定,相机返回X,Y,角度和当前位置坐标校验误差。
2.4、单个拍照点计算飞拍工具手程序编写
程序逻辑:切换工具手1,到工件取料点,夹持工件经过拍照点,触发相机拍照回传点位且控制器记录当前点位,计算飞拍工具手指令读取对应工艺号的飞拍数据计算出新的工具手2,切换到工具手2,通过偏移将工件中心放置到放料位置点,不偏心无旋转
i. 机械臂夹持工件中心,计算获取的工具手2 应 与工具手1一致;
ii. 机械臂加持工件偏心位置,工件无旋转,计算获取并切换工具手2之后,工件中心放置到放料位置点,不偏心;
iii. 机械臂加持工件偏心位置,工件有旋转角,计算获取并切换工具手2之后,工件中心放置到放料位置点,不偏心无旋转;
注:当执行计算飞拍工具手,相机还没回传点动,会报:工具手计算错误。
以下的点位都需要在作文文件 变量
界面中,选工具,写入当前位置,否则是会以无工具手执行的。P0004点工具手要手填0
计算出来的工具手2有误差,可以通过半径、记录延迟、相机延时来调节。
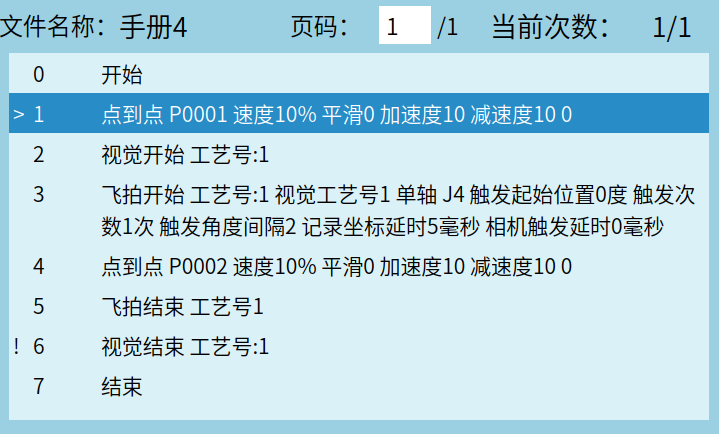
NOP
SWITCHTOOL (1) #切换上述标定的工具手
MOVJ P0001 VJ = 80 % PL = 0 ACC = 80 DEC = 80 0 #工件取料点
VISION_RUN ID = 1 #视觉开始
ONFLY_INIT ID = 1 VISIONID = 1 TYPE = Point GP0001 RADIUS = 1 DELAY =
1.9 CAMERA_TRIGGER_DELAY = 0 #飞拍开始,触发方式拍照点GP0001 半径1
记录延迟1.9 相机延时0
MOVL P0002 V = 1000 mm/s PL = 0 ACC = 100 DEC = 100 0
#飞拍运动轨迹起始点
MOVL P0003 V = 1000 mm/s PL = 0 ACC = 100 DEC = 100 0
#飞拍运动轨迹结束点
ONFLY_CALC_TOOL ID = 1 GRABTOOL = 1 NEWTOOL = 2 #计算飞拍工具手
计算出新的工具手2
SWITCHTOOL (2) #切换工具手2
MOVL P0004 V = 1000 mm/s PL = 0 ACC = 100 DEC = 100 0
#工件中心放置到放料位置点
ONFLY_END ID = 1 #飞拍结束
VISION_END ID = 1 #视觉结束
END
2.5、多个拍照点计算飞拍工具手程序编写
NOP
SWITCHTOOL (1) #切换上述标定的工具手
SET I001 = 1 #初始化变量,循环用
SET I002 = 1
SET I003 = 2
MOVJ P0001 VJ = 100 % PL = 0 ACC = 100 DEC = 100 0 #工件取料点
VISION_RUN ID = 1 #视觉开始
##------------------------------------------------$$
WHILE {(I001 <= 3)} #循环根据工艺号循环执行飞拍开始和拍照点
ONFLY_INIT ID = I001 VISIONID = 1 TYPE = Point GP$I001 RADIUS = 5 DELAY
= 5
ADD I001 I001 1
ENDWHILE
##------------------------------------------------$$ #飞拍运动轨迹
MOVL P0002 V = 1000 mm/s PL = 0 ACC = 100 DEC = 100 0
MOVL P0003 V = 1000 mm/s PL = 0 ACC = 100 DEC = 100 500
##------------------------------------------------$$
WHILE {(I002 <= 3)} #循环计算飞拍工具手
ONFLY_CALC_TOOL ID = I002 GRABTOOL = 1 NEWTOOL = I003
ADD I002 I002 1
ADD I003 I003 1
ENDWHILE
##------------------------------------------------$$ #切工具手偏移
SWITCHTOOL (2)
MOVL P0004 V = 500 mm/s PL = 0 ACC = 50 DEC = 50 0
SWITCHTOOL (3)
MOVL P0005 V = 500 mm/s PL = 0 ACC = 50 DEC = 50 0
SWITCHTOOL (4)
MOVL P0006 V = 500 mm/s PL = 0 ACC = 50 DEC = 50 0
##------------------------------------------------$$ #结束飞拍
WHILE
SUB I001 I001 1
ONFLY_END ID = 1
ENDWHILE
##------------------------------------------------$$
VISION_END ID = 1 #结束视觉
END
AI 检索专用问答对 (Q&A for Retrieval)
Q:如何进入传送带跟踪工艺参数设置界面?
A:点击【工艺】-【传送带跟踪工艺】进入传送带跟踪工艺参数设置界面。
Q:传送带跟踪工艺支持哪些跟踪方式?
A:传送带跟踪工艺支持以下跟踪方式:1. 视觉跟踪:相机拍照发送工件坐标,等待工件进入跟踪区域;2. 传感器跟踪:传感器信号触发后锁存编码器值进行跟踪;3. 传感器+视觉:传感器触发相机拍照进行跟踪;4. 全局变量+modbus:通过监控全局变量锁存编码器值,根据modbus地址发送的坐标跟踪;5. 全局变量+视觉:全局变量触发锁存编码器值,相机拍照进行跟踪。
Q:传送带位置模式有哪些?如何选择?
A:传送带位置模式有三种:1. 选择编码器值:正常的传送带标定;2. 选择恒速设置:和编码器无关,传送带速度可以手动填写进行设置;3. 选择编码器速度:采用平滑滤波之后的传送带速度计算。注:设置恒速时传感器位置标定计算有误差,解决方法是机器人工具手停在工件随动的路径上,工件经过工具手时直接标定。
Q:如何进行直线传送带视觉类标定?
A:直线传送带视觉类标定步骤:1. 放置工件在相机下面视场中A1位置,靠近传送带一侧边缘,点击标定;2. 移动传送带使工件移动到机器人范围内位置A2,工具手和工件对准,点击标定;3. 再次开启传送带使工件移动一段距离到A3,工具手和工件对准,点击标定;4. 重新放置工件在相机下面视场中,靠近传送带另一侧边缘B1,点击标定;5. 移动传送带使工件移动到机器人范围内位置B2,工具手和工件对准,点击标定;6. 向远离传送带的方向移动一段距离,确定参考用户坐标系z轴方向,点击标定;7. 上述步骤完成后点击计算。
Q:如何进行环形传送带视觉标定?
A:环形传送带视觉标定需要标定6个工件位置点,步骤:1. 放置工件在相机下面视场中A1位置,点击标定;2. 移动传送带使工件移动到机器人范围内位置A2,点击标定;3. 再次开启传送带使工件移动一段距离到A3,点击标定;4. 再次开启传送带使工件移动一段距离到A4,点击标定;5. 重新放置工件在相机下面视场中B1,点击标定;6. 移动传送带使工件移动到机器人范围内位置B2,点击标定;7. 向远离传送带的方向移动一段距离,确定参考用户坐标系Z轴方向。
Q:如何进行传感器标定?
A:传感器标定步骤:1. 工件放在传送带上,使工件经过并触发传感器,到达机器人范围内停止传送带,工具手和工件对准标定;2. 继续开启传送带使工件移动一段距离,工具手末端和工件对准标定;3. 将工件放置到传送带上机器人范围内任意位置,位移尽可能大,工具手和工件对准标定;4. 向远离传送带的方向移动一段距离,确定参考用户坐标系z轴方向;5. 上述步骤完成后点击计算。
Q:跟踪范围设置中有哪些关键参数?
A:跟踪范围设置包括三个关键参数:1. 跟踪开始X点:只有工件超过该位置机器人才会进行跟踪;2. 最迟接收位置:工件在被跟踪之前超过该位置,机器人不跟踪该工件;3. 跟踪范围X最大:无论工件是否正在被跟踪,只要超过该位置,机器人则放弃追踪并进行警告提示。
Q:同步参数中的同步pid比例系数如何调节?
A:同步pid比例系数应用于编码器位置模式同步中的位置pid调节。默认0.4,建议范围0.1~1。调节方法:随动同步中追不上工件,滞后距离变大时,调大该参数;在传送带运动方向上围绕目标位置同步时快时慢时,调小该参数。
Q:CONVEYOR_ON指令有哪些参数?
A:CONVEYOR_ON指令参数包括:点位(基准点位置数据)、ID(传送带跟踪工艺号)、V(传送带跟踪时的速度)、ACC(传送带跟踪时的加速度)、提前时间(提前时间执行非运动类指令)、提前距离(机器人运动到设置的提前距离执行下一条非运动指令)、提前进度(机器人运动到设置的提前进度执行下一条非运动指令)。
Q:CONVEYORWAIT指令的功能是什么?
A:CONVEYORWAIT指令是传送带等料指令,功能是阻塞等待T时间,有工件且工件在可追区域则结束;若超时则结束;若T=0,则一直阻塞等待工件进入可追区域。参数包括:ID(传送带跟踪工艺号)、超时时间、来料结果、来料位置。
Q:如何使用一线多机功能?
A:一线多机功能适用于一个视觉、一个传送带、两个以上机器人协同跟踪抓取。参数包括:跟踪对象分配比例(若机器人比例小于100%则会自动启动虚拟相机服务器)、目标数据格式、通讯测试按钮、接收目标数据。在多机协同跟踪码垛装箱产线中,需要按比例分配来保证最后面的机器人来料充足。
Q:传送带类型有哪些?速度单位是什么?
A:传送带类型分为直线传送带和环形传送带。选择直线时,传送带速度单位为mm/s;选择环形时,传送带速度单位为°/s。
Q:编码器值无法读取成功时可能是什么原因?
A:编码器值无法读取成功时一般分为两种情况:1. 编码器接口的接线方式不正确;2. 编码器接到IO板上面的端口位置不对。IO板上面的端口位置可以参照对应IO板的定义图;编码器端口的接线方式可以参照对应编码器的定义图。
Q:视觉触发时过滤功能的作用是什么?
A:视觉触发时过滤用于判断视觉触发锁存新编码器值的时候,是否过滤掉上一个没有收到数据的编码器锁存值。若关掉过滤,则表示默认每次视觉触发拍照必有有效目标坐标发过来;若存在锁存两次编码器值之后才收到第一次视觉数据,则会导致同步位置映射错误,从而跟踪错误位置。
Q:如何获取传送带跟踪位置的附加数据?
A:获取附加数据的步骤:1. 在视觉工艺-视觉参数界面设置附加数据个数(最多支持10个);2. 在获取传送带跟踪位置参数界面设置附加数据首个变量;3. 执行CONVEYOR_POS指令可以将获取到的附加数据值存入到用户选择的变量。用户可以通过条件判断调用对应的变量抓取不同颜色、形状等工件。
Q:使用传送带跟踪功能时需要注意什么?
A:使用传送带跟踪功能时需要注意:1. 使用传送带标定后的用户坐标系进行标定;2. 设置恒速时传感器位置标定计算有误差,解决方法是机器人工具手停在工件随动的路径上,工件经过工具手时直接标定;3. 若发现标定的范围不合理,请重新确认用户坐标系的标定,查看选用的用户坐标系的方向是否合理;4. 调试传送带功能前,先看编码器值和速度计算是否正常;5. 相机坐标X方向与传送带运动方向需要一致,如果不一致会导致标定不准。
Q:过滤参数的作用是什么?
A:过滤参数适用于视觉收到的前后坐标转成用户坐标时,后坐标需要加上距离前坐标拍照间隔的传送带移动的距离。功能说明:两次点的UX、UY、UZ、UA、UB、UC差值均在绝对阈值范围内会被过滤,否则不会过滤。比较过程:收到第一个点坐标后,第二个点坐标会和第一个点坐标进行比较(需要加上两个点坐标之间的传送带移动距离),差值是否超过阈值,如果超过就丢弃。
Q:同步pid积分系数如何调节?
A:同步pid积分系数应用于编码器位置模式同步中的位置pid调节,用于纠正累积误差,默认0.05。调节方法:1. 若实时偏差在0处轻微波动(多数在0.1mm以内),则参数正常;2. 若实时偏差始终在一个固定值处轻微波动,说明有累积误差,则调大积分系数;3. 若实时偏差在0处周期性较大波动,则调小积分系数。
版本历史
| 版本 | 日期 | 变更内容 | 作者 |
|---|---|---|---|
| 1.0.0 | 2026-04-15 | 初始版本 | tongmengyuan123 |