Appearance
1. 主界面概述 (Main Interface Overview)
1.1 顶部菜单功能介绍
摘要: 系统顶部菜单的主要功能和切换操作。
核心功能菜单:
| 菜单名称 | 主要功能 | 详细说明 |
|---|---|---|
| 参数 | 冲压工艺参数设置 | 主要用于冲压工艺的各项参数配置 |
| 设置 | 机器人基本参数设置 | 机器人的基本参数设置以及系统参数设置 |
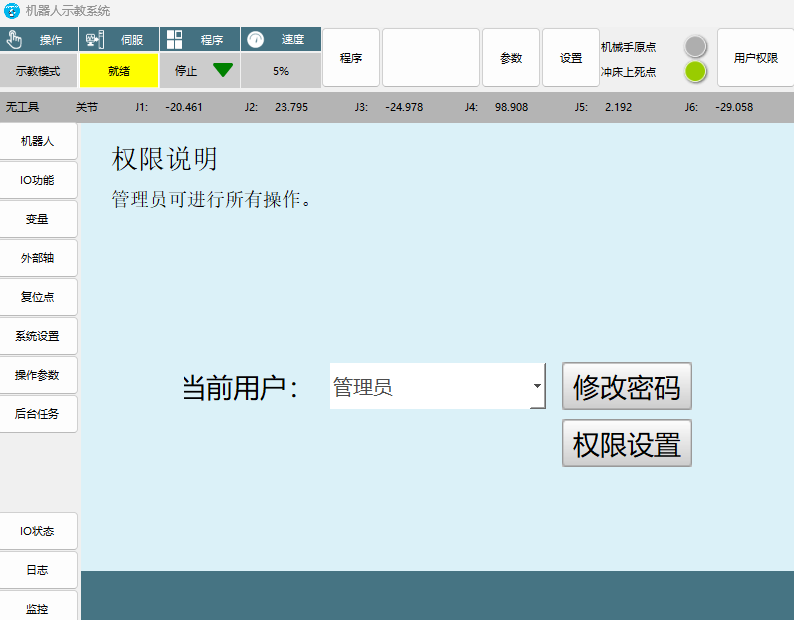
| 用户权限 | 登录界面 | 切换使用者的操作权限,管理员可进行所有操作 |
监控状态显示:
- 机械手原点: 监控机器人是否在零点位置
- 冲床上死点: 监控所连接冲床是否处于上死点状态
1.2 左/左上侧菜单功能介绍
摘要: 左侧菜单区域的各项功能模块说明。
核心功能模块:
| 功能模块 | 用途说明 | 操作注意 |
|---|---|---|
| 程序目录 | 选择运行程序 | 选择程序后空白框显示程序名称 |
| IO状态 | 查看IO运行状态 | 查看IO设置中各项的当前运行状态 |
| 日志 | 系统日志查看 | 查看系统记录的各项日志、报错等 |
| 监控 | 系统监控控制台 | 监控机器人各项参数及功能快捷键 |
| 示教模式 | 运行模式切换 | 切换运行模式和示教模式 |
| 伺服就绪 | 伺服状态监控 | 停止显示"伺服停止",运行中显示"伺服就绪" |
| 程序停止 | 程序运行状态监控 | 监控程序运行状态 |
| 速度-50% | 全局速度调整 | 调整机器人点动速度、程序运行速度 |
| 后台任务 | 多线程任务处理 | 开启多线程任务,处理逻辑信号 |
特别注意事项:
- 日志功能:出现问题时日志会变红,请务必第一时间导出日志
- 速度调整:该速度为全局速度,影响点动和程序运行
- 后台任务:主要用于多线程任务和逻辑信号处理
2. 参数设置板块 (Parameter Settings)
2.1 通讯参数 (Communication Parameters)
摘要: 机器人联机模式的设置和网络连接配置。

联机模式类型:
| 模式名称 | 适用位置 | 功能特点 | 注意事项 |
|---|---|---|---|
| 单机 | 独立运行 | 脱离上下站连线信号控制,独立运行 | 目前该功能尚未完善 |
| 上料 | 生产线起始站 | 不跟前站产生通讯,只跟后站交互信号 | 自动搜寻下一站,不满足条件会报连线异常 |
| 搬运 | 生产线中间站 | 前站为上料机或搬运机,后站为搬运机或下料机 | 前后站不满足设定会报连线异常 |
| 下料 | 生产线末端 | 前站为上料机或搬运机,具有自检测功能 | 连线最末端位置 |
网络参数设置:
- 本站IP: 控制器IP,本站自动读取
- 后站IP: 如有后站,输入后站控制器IP
- 通讯状态: 实时刷新显示连接是否正常
- 当前机器人数目: 显示总台数和当前台数
2.2 前站参数 (Front Station Parameters)
摘要: 前站相关信号和冲床参数设置。
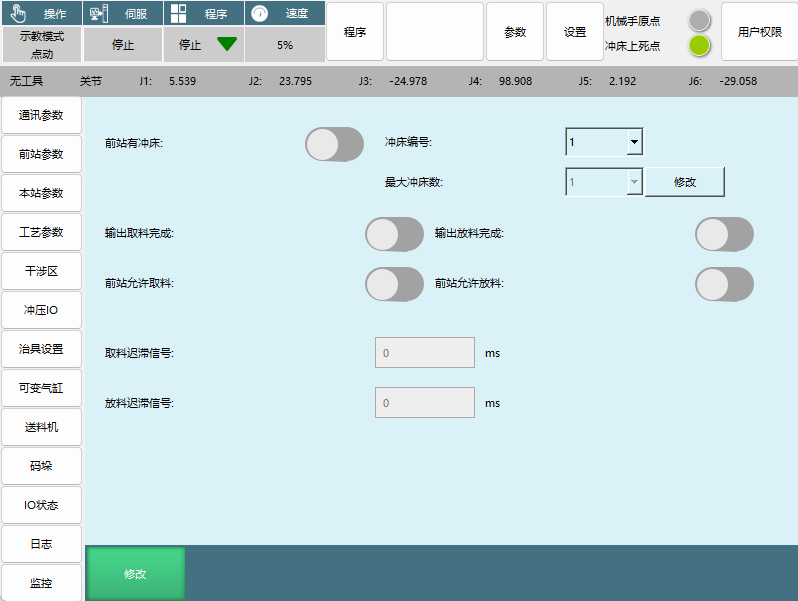
信号交互参数:
| 参数名称 | 信号类型 | 功能说明 |
|---|---|---|
| 输出取料完成 | 输入信号 | 接收本站输出取料完成信号 |
| 输出放料完成 | 输入信号 | 接收本站输出放料完成信号 |
| 前站允许取料 | 输出信号 | 输出本站允许取料信号 |
| 前站允许放料 | 输出信号 | 输出本站允许放料信号 |
| 取料迟滞信号 | 延迟设置 | 到达取料待机点后延迟取料时间(单位:ms) |
| 放料迟滞信号 | 延迟设置 | 到达放料待机点后延迟放料时间(单位:ms) |
前站冲床设置:
- 前站有冲床: 在首台机之前有冲床时需要打开并设置参数
- 冲床编号: 一个冲床编号对应一个冲床参数
- 最大冲床数: 冲床个数设置
冲床详细参数界面: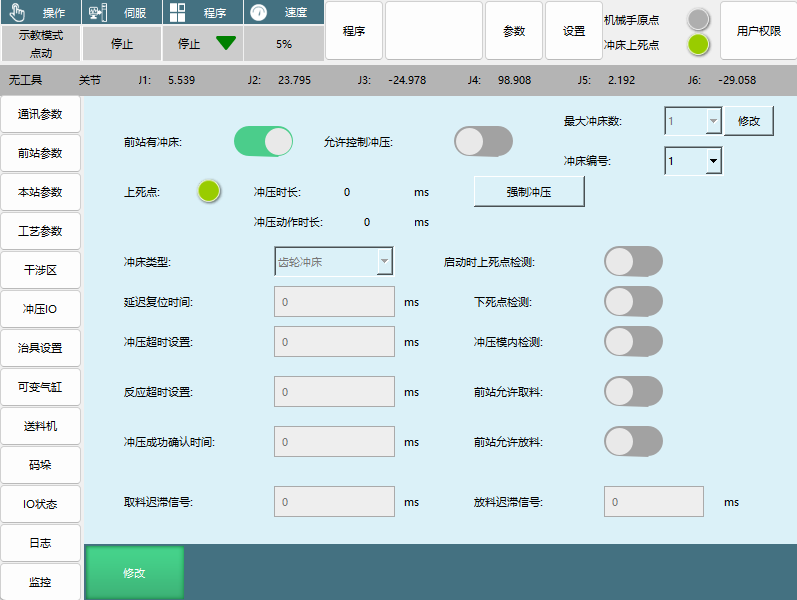
| 参数名称 | 功能说明 | 设置要点 |
|---|---|---|
| 允许控制冲压 | 开启后可通过IO信号控制前站冲床 | 必须开启才能进行下方参数设置 |
| 最大冲床数、冲床编号 | 前站有多个冲床时的参数设置 | 每个冲床独立编号设置 |
| 上死点 | 冲床在上死点时信号接到IO输入上死点就会点亮 | 无设置上死点IO时默认为冲床在上死点 |
| 冲压时长 | 开始给冲压使能到上死点消失再重新亮起的时间 | 时间单位:毫秒 |
| 冲压动作时长 | 冲床上死点信号消失到重新亮起的时间 | 时间单位:毫秒 |
| 强制冲压 | 点击强制冲压会弹出操作窗口 | 紧急情况下的强制操作 |
| 冲床类型 | 设置冲床类型 | 可选:齿轮、气动、油压、自定义 |
| 启动时上死点检测 | 启动时判断冲床是否在上死点 | 安全检测功能 |
| 下死点检测 | 打开冲床的下死点检测 | 安全监控功能 |
| 延迟复位时间 | 冲床延迟复位时间 | 时间单位:毫秒 |
| 冲压超时设置 | 发出冲压信号后冲床从上死点到下死点再回到上死点的时间 | 超时时间单位:毫秒 |
| 冲压模内检测 | 冲压前检测料片位置信号,防止冲坏模具 | 一般为光栅戒或者感应器 |
| 反应超时设置 | 发送冲压信号到上死点消失的时间 | 超时会报警并发送急停冲床信号 |
| 冲压成功确认时间 | 防止上死点信号闪烁导致误认为冲压成功 | 上死点复位时间大于该时间才记为一次冲压 |
| 前站允许取料/放料 | 开启后必须满足信号条件才能正常运行 | 安全联锁条件 |
2.3 本站参数 (Local Station Parameters)
摘要: 本站设备类型和信号延迟设置。
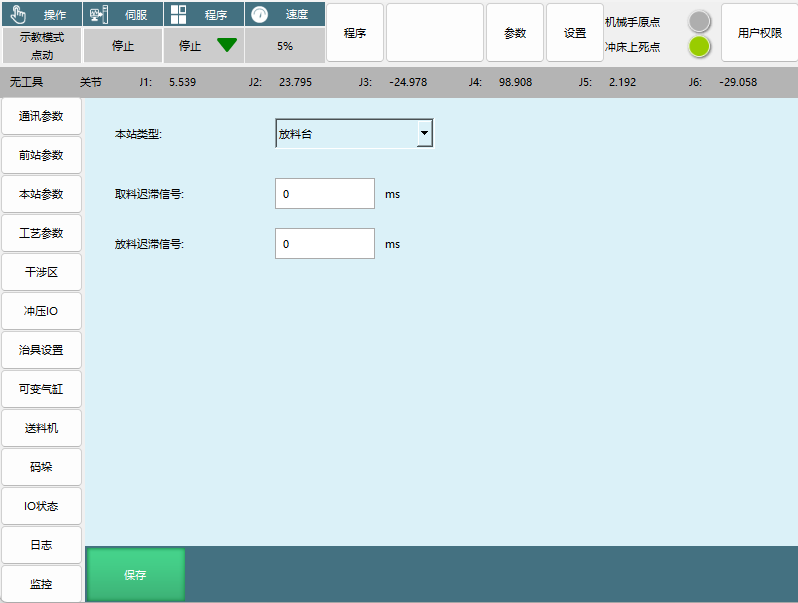
本站类型选项:
| 本站类型 | 适用位置 | 功能特点 |
|---|---|---|
| 放料台 | 末台机 | 只能用于末台机放料 |
| 冲床 | 首台机和中间机 | 连接冲床,进行冲压作业 |
| 翻转台 | 首台机和中间机 | 连接翻转台,实现工件翻转 |
| 空中接力 | 首台机和中间机 | 无翻转台情况下,用外部轴或变位机实现工件翻转 |
信号延迟设置:
- 取料迟滞信号: 到达取料待机点后延迟取料时间(单位:ms)
- 放料迟滞信号: 到达放料待机点后延迟放料时间(单位:ms)
2.4 工艺参数 (Process Parameters)
摘要: 工艺程序参数管理和运动控制设置。
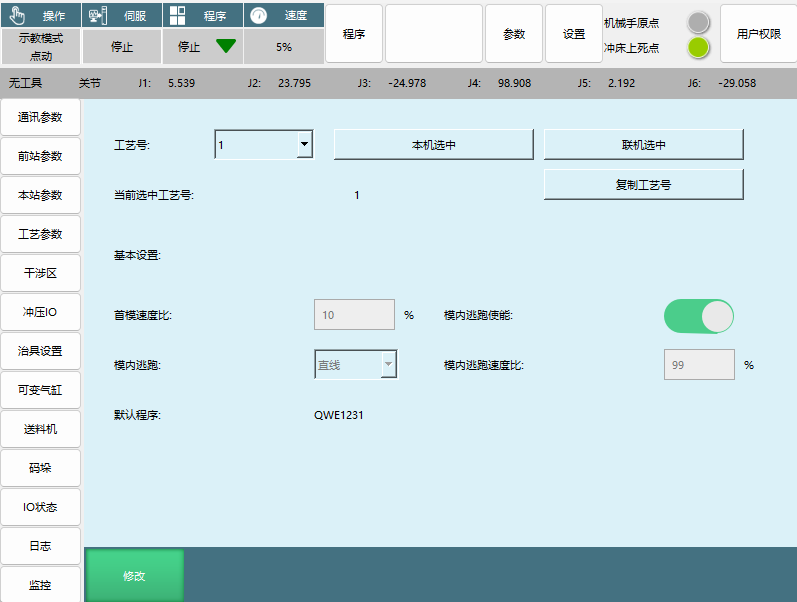
工艺程序管理:
| 参数名称 | 功能说明 | 使用场景 |
|---|---|---|
| 工艺号 | 保存不同用户的参数 | 多用户或多工艺场景 |
| 联机选中 | 将参数设置应用到其他站 | 批量参数设置 |
| 复制工艺号 | 将选中工艺号的参数复制到所需工艺号 | 参数快速复制 |
| 默认程序 | 当前选择程序,顶部方框中显示的程序 | 运行程序设置 |
运动控制参数:
| 参数名称 | 功能说明 | 设置范围 |
|---|---|---|
| 首模速度比 | 首模的全局速度的百分比速度 | 最大100% |
| 模内逃跑使能 | 模内逃跑功能开关 | 开启/关闭 |
| 模内逃跑 | 运动方式选择 | 关节或直角运动方式 |
| 模内逃跑速度比 | 模内逃跑时的速度 | 默认99%最大速度 |
模内逃跑机制说明: 模内逃跑分为两个阶段:
- 第一阶段: 机器人从取料/放料待机点前往取料/放料点,该阶段模内逃跑是沿从取料/放料待机点前往取料/放料点的轨迹反向运行回到取料/放料待机点
- 第二阶段: 从取料/放料点返回取/放料待机点,该阶段模内逃跑是以最短路径直接返回取/放待机点
2.5 干涉区 (Interference Zone)
摘要: 机器人干涉区域的设置和标定。
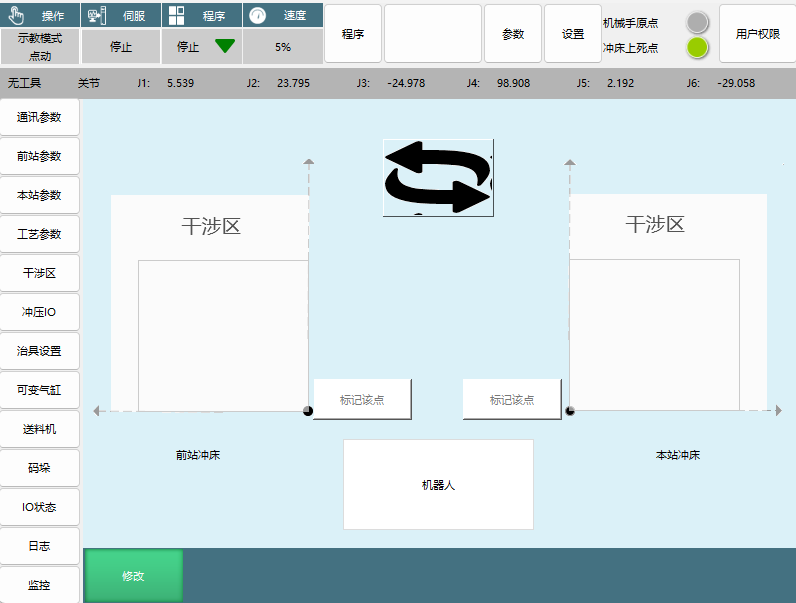
干涉区设置要点:
- 坐标系参照: 机器人的原点的X、Y方向
- 标定方法: 只需标记干涉区原点坐标即可完成标定
- 功能用途: 用于切换前后站的位置,根据实际产线的方向自行调整
干涉区选项:
- 前站冲床
- 本站冲床
- 机器人
2.6 冲压IO (Punch IO Configuration)
摘要: 冲压相关输入输出IO信号的配置。

输入信号配置:
| 信号名称 | 功能说明 | 安全作用 |
|---|---|---|
| 冲床急停 | 冲床急停信号 | 紧急停止 |
| 冲床上死点 | 前站/本站冲床上死点信号 | 冲床位置检测 |
| 单次冲压检测 | 单次冲压动作检测 | 过程监控 |
| 冲床下死点 | 前站/本站冲床下死点信号 | 冲床位置检测 |
| 冲床模内检测 | 冲床模内传感器检测 | 模具保护 |
| 治具检验 | 治具状态检验信号 | 治具状态确认 |
| 前站允许取料 | 前站允许取料信号 | 工序协调 |
| 本站允许放料 | 本站允许放料信号 | 工序协调 |
| 投料信号 | 投料机投料信号 | 物料供应 |
| 安全门信号 | 安全门状态信号 | 安全保护 |
输出信号配置:
| 信号名称 | 功能说明 | 控制对象 |
|---|---|---|
| 冲压信号 | 冲压动作控制信号 | 冲床控制 |
| 急停冲床 | 冲床急停控制信号 | 冲床紧急停止 |
| 治具状态 | 治具状态输出信号 | 治具状态反馈 |
| 前站干涉区输出 | 前站干涉区状态输出 | 干涉区监控 |
| 本站干涉区输出 | 本站干涉区状态输出 | 干涉区监控 |
| 翻转台取料成功 | 翻转台取料成功信号 | 翻转台控制 |
| 翻转台放料成功 | 翻转台放料成功信号 | 翻转台控制 |
| 治具辅助选择一/二 | 治具辅助控制信号 | 治具辅助功能 |
| 请求投料 | 向投料机请求投料信号 | 投料机控制 |
特别注意事项:
- 安全门信号: 安全门信号触发后,整条产线暂停
- 选项切换: 顶部选项下拉可切换输入/输出配置界面

2.7 治具设置 (Fixture Settings)
摘要: 治具动作参数和传感器配置。
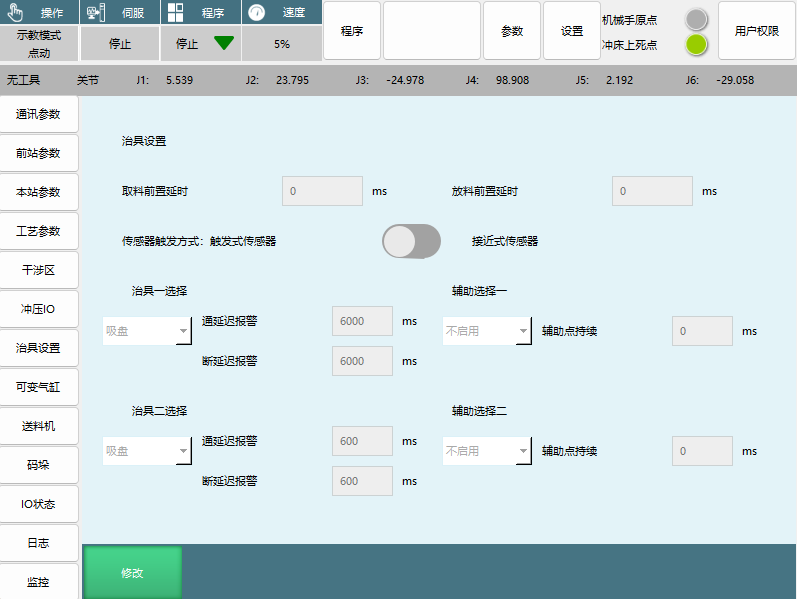
时间延迟参数:
| 参数名称 | 功能说明 | 设置单位 |
|---|---|---|
| 取料前置延时 | 机器人到达取料点时的延迟时间 | 毫秒 |
| 放料前置延时 | 机器人到达放料点时的延迟时间 | 毫秒 |
传感器设置:
| 传感器类型 | 触发特点 | 适用场景 |
|---|---|---|
| 触发式传感器 | 执行抓取动作之后才会有传感器信号 | 需要确认抓取动作完成的场景 |
| 接近式传感器 | 到达取料/放料点之后就会收到传感器信号 | 需要即时检测的场景 |
报警时间设置:
| 参数名称 | 功能说明 | 设置要点 |
|---|---|---|
| 治具一/二的通延迟报警 | 在取料/放料点进行传感器信号延迟检测,超过时间报警 | 时间设为0会在到达待机点判断是否满足条件 |
| 辅助选择一/二辅助点持续 | 启用后关闭对应治具信号后,会立刻输出该信号 | 一般用于电磁阀的消磁 |
通断延迟报警机制说明:
- 时间设为0: 到达待机点进行判断,满足条件接着运行,不满足条件报警
- 时间设置过长: 到达待机点前满足条件会直接继续运行,如到达待机点未满足条件并通断延迟报警时间未达到,会等待直到时间结束,中途满足条件可继续运行,时间结束后也没满足条件会直接报警
2.8 可变气缸 (Variable Cylinder)
摘要: 冲压内置软PLC功能的气缸控制配置。
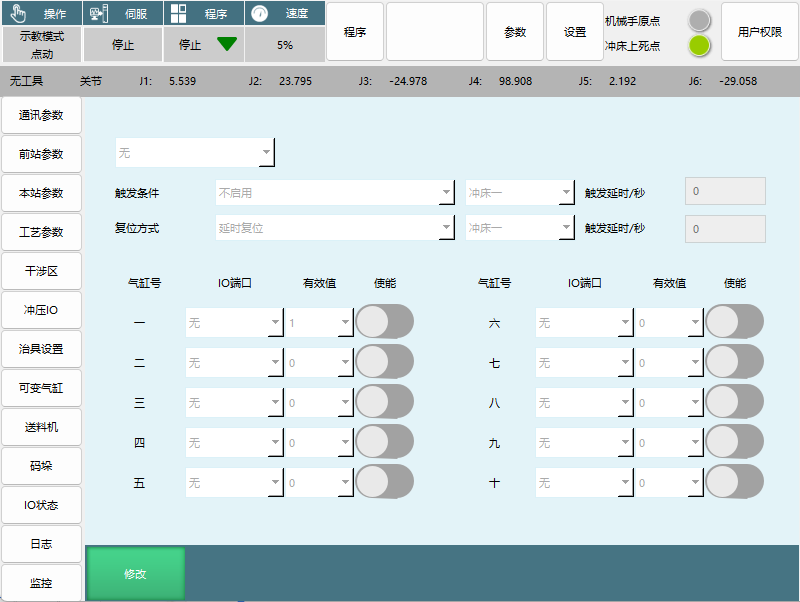
功能定义:
- 可变气缸定义为冲压内置的软PLC功能
- 在特定的条件下触发,打开某一IO端口
- 在特定的条件下关闭IO端口
配置步骤:
- 在触发条件中选择触发信号的场景
- 选择需要触发的冲床编号,设置时间
- 选择复位方式,同样选择需要触发的冲床编号,设置时间
- 在下方选择触发信号对应的端口,打开使能即可
配置参数:
| 参数名称 | 功能说明 | 设置内容 |
|---|---|---|
| 触发条件 | 气缸触发的条件设置 | 不启用、冲床等场景选择 |
| 触发延时/秒 | 触发延迟时间设置 | 时间单位:秒 |
| 复位方式 | 气缸复位方式选择 | 延时复位等方式 |
| 气缸号 | 气缸编号 | 1-10号气缸可选 |
| 使能 | 功能启用开关 | 启用/禁用 |
| IO端口 | 触发信号对应的IO端口 | 端口编号设置 |
| 有效值 | IO端口的有效值设置 | 有效值配置 |
2.9 送料机 (Feeder Configuration)
摘要: 投料机信号类型和参数设置。
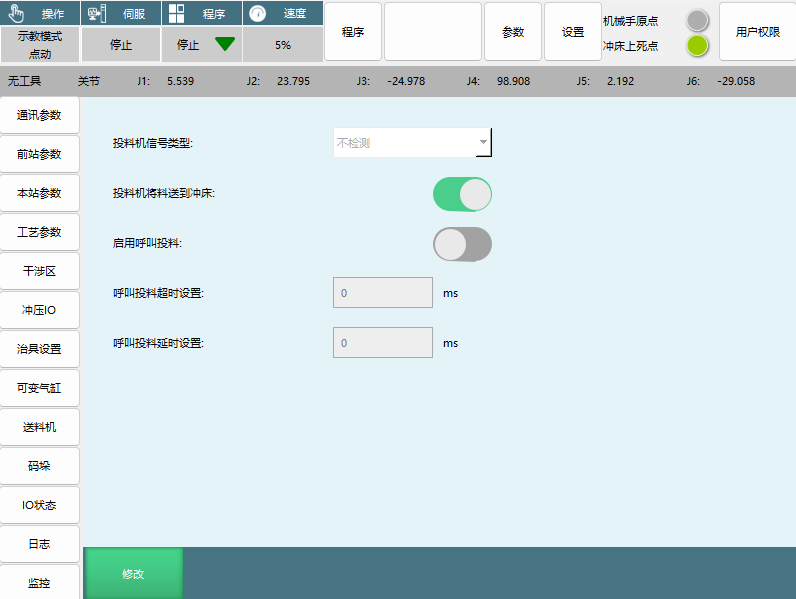
信号类型配置:
| 信号类型 | 工作特点 | 使用场景 |
|---|---|---|
| 上升沿 | 给出投料信号后机器人只取料一次,必须断开投料信号再给,机器人才能继续取料 | 需要精确控制取料次数 |
| 常通通常信号 | 只要有投料信号,机器人就过来取料 | 持续供料场景 |
| 不检测 | 不进行投料信号检测 | 特殊场景使用 |
功能选项:
| 选项名称 | 功能说明 | 应用场景 |
|---|---|---|
| 投料机将料送到冲床 | 投料机与冲床相连,直接给冲床送料 | 投料机直接供料场景 |
| 启用呼叫投料 | 机器人通过IO信号向送料机发送投料信号 | 自动控制投料 |
| 呼叫投料超时设置 | 设置呼叫投料信号超时报警检测时间 | 异常监控 |
| 呼叫投料延时设置 | 设置呼叫投料信号延时关闭时间 | 时序控制 |
3. 程序创建 (Program Creation)
3.1 新建程序 (New Program)
摘要: 创建新的冲压机器人程序的方法和步骤。
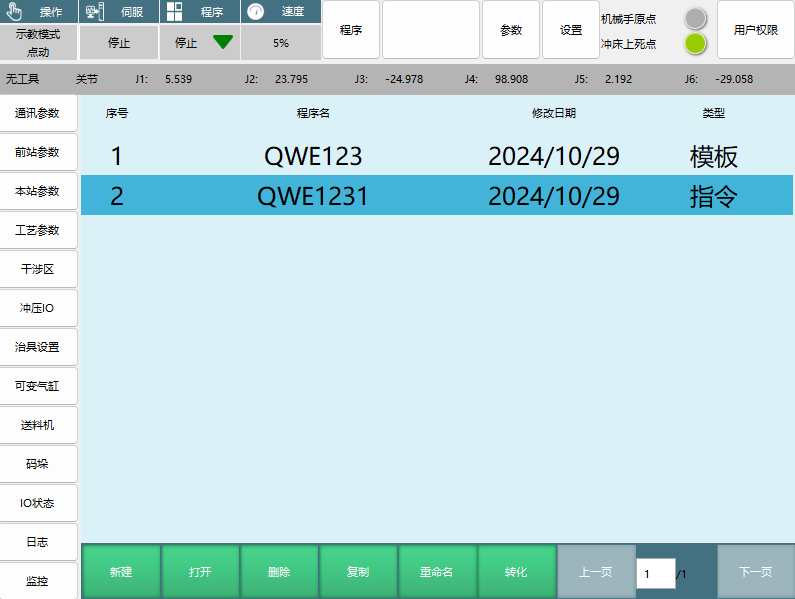
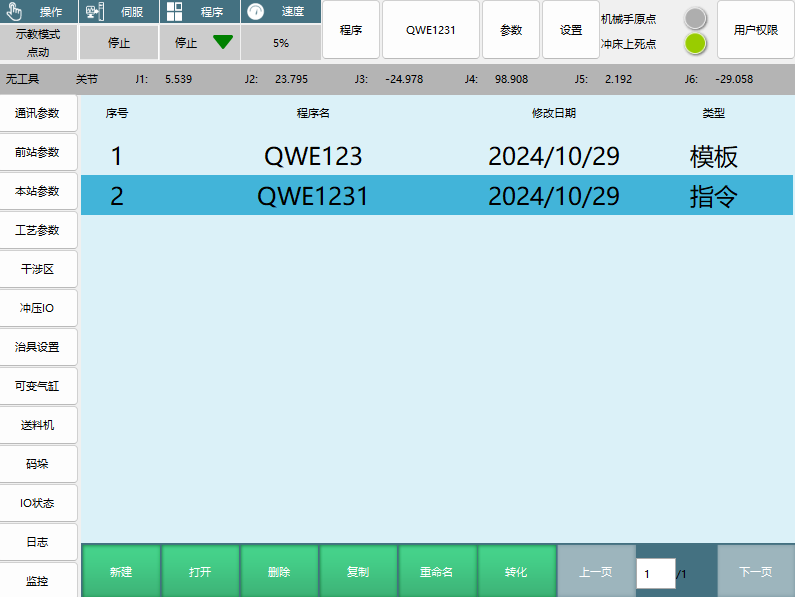
创建步骤:
- 点击程序选择界面底部的"新建"按钮
- 在弹出的界面中设置程序名称和参数
- 点击"确定"完成程序创建
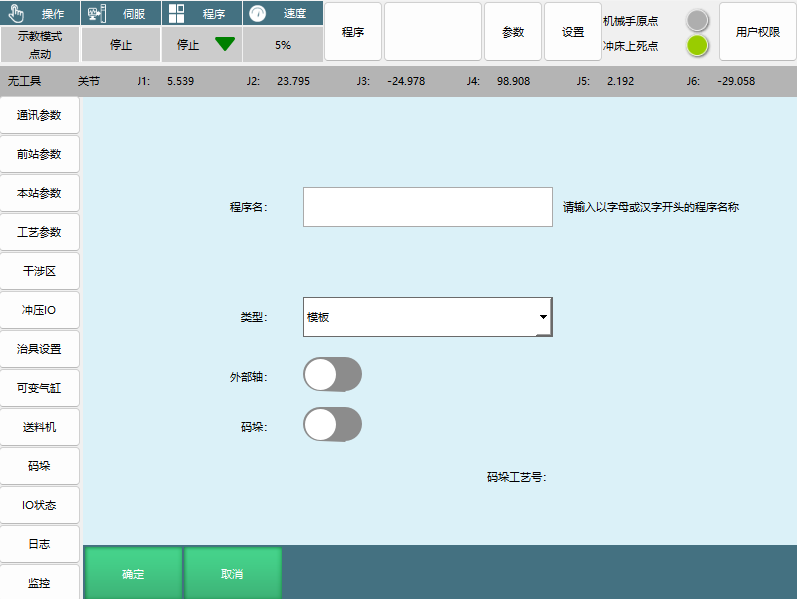
新建程序参数设置:
| 参数名称 | 功能说明 | 设置要求 |
|---|---|---|
| 程序名 | 程序名称设置 | 请输入以字母或汉字开头的程序名称 |
| 类型 | 程序类型选择 | 模板或指令 |
| 外部轴 | 外部轴功能开关 | 打开前确认机器人外部轴参数设置完毕 |
| 码垛 | 码垛功能开关 | 一般用于首台机卸跺和末台机码垛 |
程序类型说明:
| 程序类型 | 适用用户 | 编程特点 | 编程自由度 |
|---|---|---|---|
| 模板 | 初阶用户 | 按照要求标记点位即可 | 编程简单,自由度有限 |
| 指令 | 高阶用户 | 自定义编程 | 编程自由度大,可满足复杂场景需求 |
外部轴功能说明:
- 打开之后,程序中的所有点位在创建之后变为E点不是P点
- 打开之前请确认机器人外部轴参数设置完毕
码垛程序创建:
- 输入程序名创建模板文件程序1
- 类型选择:模板
- 外部轴:不开
- 码垛:打开
- 点击确定
码垛类型选项:
- 前站卸垛
- 码垛工艺号:前站卸垛、本站码垛

模板程序编辑:
| 功能按钮 | 功能说明 | 使用方法 |
|---|---|---|
| 标记点位 | 标记机器人当前位置点位 | 上电移动机器人至对应点位,点击标记点位 |
| 轨迹1-10 | 两个点之间运动的插补方式 | 设置运动轨迹和插补方式 |
| 运动到点 | 关节插补方式运动到选择点 | 上电后机器人以关节插补方式运动到选择的点上 |
| 治具1、治具2动作 | 打开/关闭治具1或者治具2 | 设置治具动作 |
| 保存 | 保存程序设置 | 标记好所有点位,设置好所有轨迹后点击保存 |
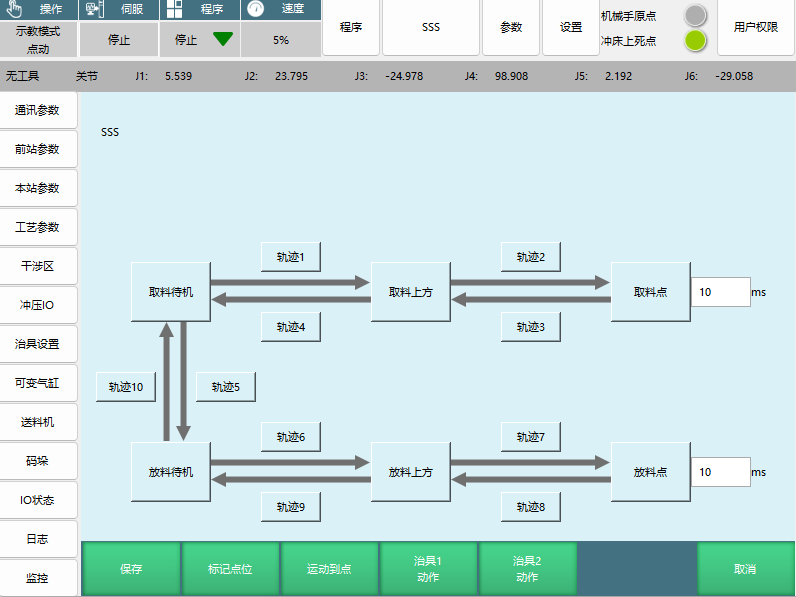
点位显示说明:
- 已标记和已设置的点位轨迹会置绿
- 已标记的点位会显示出点位坐标可切换
3.2 转化程序 (Program Conversion)
摘要: 模板程序与指令程序的相互转换。
转换规则:
- 模板程序可以转化为指令程序
- 指令程序不可以转化为模板程序
- 转化操作不可逆
转化步骤:
- 在程序选择界面选择需要转化的模板程序
- 点击界面底部的"转化"按钮
- 系统自动将模板程序转化为指令程序
转化后的指令程序结构:

0 开始
1 前往前站待机点P0001 关节速度10% 平滑0
2 取料前检测处理前站
3 前往前站上方点P0002 关节速度10% 平滑0
4 到达取料点P0003 关节速度10% 平滑0
5 治具操作 治具一1 治具二1 延迟时间0
6 延时0.01秒
7 回到前站上方点P0004 关节速度10% 平滑0
8 回到前站待机点P0005 关节速度10% 平滑0
9 取料后检测处理前站 不通知
10 前往本站待机点P0006 关节速度10% 平滑0
11 放料前检测处理本站
12 前往本站上方点P0007 关节速度10% 平滑0
13 到达放料点P0008 关节速度10% 平滑0
14 治具操作 治具一0 治具二0 延迟时间0自定义编程必要指令: 自定义编程必须包含以下四条指令,并且在每一个待机点后面都得对应后方的检测处理指令:
待机点指令(必须包含):
- 前往前站待机点
- 回到前站待机点
- 前往本站待机点
- 回到本站待机点
检测处理指令(必须对应):
- 取料前检测处理
- 取料后检测处理
- 放料前检测处理
- 放料后检测处理
编程注意事项:
- 待机点指令和检测处理指令必须成对出现
- 检测处理指令必须紧跟在对应的待机点指令后面
- 程序逻辑必须符合冲压工艺要求
4. 运行界面 (Running Interface)
摘要: 程序运行界面的功能说明和操作注意事项。

运行状态监控参数:
| 监控项目 | 显示内容 | 功能说明 |
|---|---|---|
| 当前机器人数目 | 共X台/当前第X台 | 显示联机机器人总数和当前编号 |
| 通讯状态 | 通讯正常/通讯异常 | 实时显示通讯连接状态 |
| 本站类型 | 放料台/冲床等 | 显示当前站设备类型 |
| 联机工位 | 上料/搬运/下料 | 显示当前联机工位 |
| 冲床1上死点 | 本站/前站上死点状态 | 显示冲床上死点状态 |
| 冲床1冲压成功 | 本站/前站冲压成功状态 | 显示冲压成功状态 |
| 运行周期 | 0次/清零 | 记录1个工件走完整条冲压产线的时间 |
| 当前运行次数 | X次 | 当前运行次数统计 |
| 目标运行次数 | X次 | 目标运行次数设置 |
| 废料数目 | X件 | 废料数量统计 |
控制功能按钮:
| 按钮名称 | 功能说明 | 使用条件 |
|---|---|---|
| 单机试运行 | 单机运行当前程序 | 需要在联机通讯的情况下 |
| 联机状态复位 | 将所有状态恢复成开始运行前的状态 | 必须在所有机器人停止的状态下才能复位 |
| 回待机点后暂停 | 全部运行到待机点暂停/本站运行到待机点暂停 | 联机状态/单机状态不同效果 |
| 清料流程 | 全部放完料停止/本站放完料停止 | 联机状态/单机状态不同效果 |
| 冲压使能 | 判定有没有设置冲压输出信号 | 没有则无法运行,并自动关闭虚拟上死点 |
| 无料运行 | 屏蔽治具开关 | 打开无料运行屏蔽检测自动打开且无法关闭 |
| 屏蔽检测 | 不进行治具检测 | 无料运行关闭时可单独打开关闭 |
| 是否执行首模运行 | 第一个工件按首模速度执行,之后按全局速度执行 | 首模速度与全局速度切换 |
| 虚拟上死点开关 | 在冲床关闭的情况下调试程序轨迹时使用 | 调试功能 |
| 码垛控制台 | 控制码垛参数的窗口界面 | 码垛参数调整 |
| 模内逃跑测试 | 测试模内逃跑的轨迹 | 测试功能 |
| 控制类型 | 当前示教盒的操作权限 | 本站或全站 |
运行控制按钮:
| 按钮名称 | 联机状态效果 | 单机状态效果 |
|---|---|---|
| 启动 | 全部启动 | 本站机器人启动 |
| 暂停 | 全部暂停 | 本站机器人暂停 |
| 停止 | 全部停止 | 本站机器人停止 |
操作注意事项:
- 所有按键除了启动、暂停、停止、回待机点后暂停、清料流程在运行状态下点击生效,其他按键均不生效
- 联机状态复位必须在所有机器人停止的状态下才能进行
- 冲压使能打开后如果没有设置冲压输出信号则无法运行
- 无料运行会自动打开屏蔽检测且无法关闭
5. 问题处理 (Troubleshooting)
摘要: 常见问题的处理方法和操作流程。
5.1 取料失败 (Pick Failure)
摘要: 取料失败时的处理方式和选择。
取料失败处理选项:
| 处理方式 | 功能说明 | 适用场景 |
|---|---|---|
| 重新取料 | 机器人重新去前站取料 | 一般的取料失败情况 |
| 放弃本料 | 机器人返回取料待机点,等待前站重新放料 | 料受损无法使用时 |
| 人工放料 | 需要人工从前站把料取出来,放到本站的冲床上 | 料掉落或卡在冲床上时 |
人工放料操作流程:
- 选择"人工放料"选项后,会出现警告提示框
- 警告内容:"人工放料之后,是否已经执行冲压?"
- 根据实际情况选择"是"或"否"
人工放料选择逻辑:
| 选择条件 | 系统响应 | 后续操作 |
|---|---|---|
| 工人自行手动冲压了该工件 | 选择"是" | 后台机会直接过来取料 |
| 工人没有手动冲压 | 选择"否" | 本站会输出冲压信号,执行冲压 |
取料失败常见原因:
- 抓取位置不准确
- 治具故障
- 传感器异常
- 工件位置偏移
5.2 放料失败 (Place Failure)
摘要: 放料失败时的处理方式和选择。
放料失败处理选项:
| 处理方式 | 功能说明 | 适用场景 |
|---|---|---|
| 重新放料 | 机器人重新去本站放料 | 一般的放料失败情况 |
| 放弃本料 | 机器人返回取料待机点,重新去前站取料 | 料受损无法使用时 |
| 人工放料 | 需要人工把料放到本站的冲床上 | 料掉落时 |
人工放料操作流程:
- 选择"人工放料"选项后,会出现警告提示框
- 警告内容:"人工放料之后,是否已经执行冲压?"
- 根据实际情况选择"是"或"否"
人工放料选择逻辑:
| 选择条件 | 系统响应 | 后续操作 |
|---|---|---|
| 工人自行手动冲压了该工件 | 选择"是" | 后台机会直接过来取料 |
| 工人没有手动冲压 | 选择"否" | 本站会输出冲压信号,执行冲压 |
放料失败常见原因:
- 放料位置不准确
- 治具释放故障
- 冲床模具异常
- 工件卡滞
Q&A
Q: 2207冲压工艺手册的主要适用产品是什么? A: 本手册适用于2207冲压机器人系统的操作、参数配置、程序开发和故障处理。
Q: 联机模式有哪些类型?各有什么特点? A: 联机模式共有四种:单机模式(独立运行,目前功能尚未完善)、上料模式(生产线起始站)、搬运模式(生产线中间站)、下料模式(生产线末端)。
Q: 前站有冲床时需要设置哪些参数? A: 需要设置最大冲床数、冲床编号、上死点、冲压时长、冲压动作时长、冲床类型、启动时上死点检测、下死点检测、延迟复位时间、冲压超时设置、冲压模内检测、反应超时设置、冲压成功确认时间等参数。
Q: 模内逃跑机制分为哪两个阶段? A: 第一阶段:机器人从取料/放料待机点前往取料/放料点,该阶段模内逃跑是沿轨迹反向运行回到待机点;第二阶段:从取料/放料点返回待机点,该阶段模内逃跑是以最短路径直接返回待机点。
Q: 安全门信号触发后会发生什么? A: 安全门信号触发后,整条产线会暂停,这是重要的安全保护功能。
Q: 通断延迟报警时间设置为0和设置时间的区别是什么? A: 时间设为0会在到达待机点进行判断,满足条件接着运行,不满足条件报警;设置时间过长时,到达待机点前满足条件会直接继续运行,如到达待机点未满足条件会等待直到时间结束,中途满足条件可继续运行,时间结束后也没满足条件会直接报警。
Q: 可变气缸的功能是什么?如何配置? A: 可变气缸定义为冲压内置的软PLC功能,在特定条件下触发打开某一IO端口,在特定条件下关闭。配置时需要选择触发条件、触发延时、复位方式、气缸号、IO端口和有效值,然后打开使能。
Q: 新建程序时模板类型和指令类型有什么区别? A: 模板类型适用于初阶用户,只需按照要求标记点位即可;指令类型适用于高阶用户,编程自由度大,可以满足复杂场景需求。
Q: 自定义编程必须包含哪四条指令? A: 必须包含:前往前站待机点、回到前站待机点、前往本站待机点、回到本站待机点。并且在每一个待机点后面都必须对应后方的检测处理指令。
Q: 运行界面中哪些按键在运行状态下生效? A: 只有启动、暂停、停止、回待机点后暂停、清料流程在运行状态下点击生效,其他按键均不生效。
Q: 取料失败有哪三种处理方式?各适用于什么场景? A: 重新取料(一般的取料失败情况)、放弃本料(料受损无法使用时)、人工放料(料掉落或卡在冲床上时)。
Q: 人工放料后如何选择是否已经执行冲压? A: 如果工人自行手动冲压了该工件,选择"是",后台机会直接过来取料;如果工人没有手动冲压,选择"否",本站会输出冲压信号,执行冲压。
Q: 本站类型有哪些选项?各有什么用途? A: 放料台(用于末台机放料)、冲床(用于首台机和中间机连接冲床)、翻转台(用于首台机和中间机连接翻转台)、空中接力(用于首台机和中间机用外部轴或变位机实现工件翻转)。
Q: 冲压使能功能的作用是什么? A: 冲压使能打开后会判定有没有设置冲压输出信号,如果没有则无法运行,并且自动关闭虚拟上死点。
Q: 首模运行和正常运行有什么区别? A: 打开"是否执行首模运行"后,所有机器人的运行的第一个工件都会按照首模速度执行,之后的所有工件会按照全局速度执行。
Q: 模板程序可以转化为指令程序吗?反过来可以吗? A: 模板程序可以转化为指令程序,但指令程序不可以转化为模板程序,这个转化操作是不可逆的。
Q: 外部轴功能打开后有什么影响? A: 外部轴功能打开后,程序中的所有点位在创建之后变为E点不是P点。打开之前必须确认机器人外部轴参数设置完毕。
Q: 码垛功能一般用于什么场景? A: 码垛功能一般用于首台机卸跺和末台机码垛。
Q: 联机状态复位有什么注意事项? A: 联机状态复位必须在所有机器人停止的状态下才能进行,复位后会将所有状态恢复成开始运行前的状态。
Q: 无料运行和屏蔽检测有什么关系? A: 无料运行会屏蔽治具开关,打开无料运行后屏蔽检测自动打开且无法关闭。屏蔽检测在无料运行关闭时可单独打开关闭。
Q: 虚拟上死点开关的作用是什么? A: 虚拟上死点开关用于在冲床关闭的情况下调试程序轨迹时使用,便于程序调试和测试。
Q: 运行周期参数记录的是什么信息? A: 运行周期记录1个工件走完整条冲压产线的时间,用于监控和优化生产效率。
Q: 投料机信号类型有哪几种?各有什么特点? A: 上升沿(给出投料信号后机器人只取料一次,必须断开投料信号再给)、常通通常信号(只要有投料信号,机器人就过来取料)、不检测(不进行投料信号检测)。
Q: 治具一/二的通延迟报警时间如何设置? A: 时间设为0会在到达待机点判断是否满足条件,满足条件接着运行,不满足条件报警;设置时间过长时,到达待机点前满足条件会直接继续运行,未满足条件会等待直到时间结束。
6. 操作安全提示 (Operation Safety Notes)
7.1 关键安全检查项
- [ ] 确认联机模式设置正确
- [ ] 检查冲床参数设置完整
- [ ] 验证安全门信号正常工作
- [ ] 确认治具检测功能正常
- [ ] 检查干涉区设置合理
- [ ] 验证上死点/下死点检测正常
- [ ] 确认冲压模内检测功能启用
- [ ] 检查急停信号连接正常
7.2 启动前准备清单
- [ ] 机器人回原点完成
- [ ] 冲床处于上死点位置
- [ ] 治具状态正常
- [ ] 通讯连接正常
- [ ] 程序验证完成
- [ ] 安全门关闭
- [ ] 操作人员培训完成
- [ ] 应急预案准备就绪
7.3 运行中监控要点
- [ ] 实时监控机器人运动状态
- [ ] 关注冲压信号状态
- [ ] 检查治具工作状态
- [ ] 监控干涉区状态
- [ ] 注意废料数量统计
- [ ] 观察运行周期变化
- [ ] 保持通讯状态稳定
- [ ] 关注安全系统状态
7.4 异常处理流程
- 立即停机 → 按下急停按钮或停止按钮
- 故障诊断 → 检查报警信息和日志
- 安全确认 → 确保设备和人员安全
- 故障排除 → 根据问题类型选择处理方式
- 系统复位 → 确认正常后进行系统复位
- 重新启动 → 按正常启动流程重新开始
7. 技术支持建议 (Technical Support Suggestions)
8.1 培训要点
- 熟悉主界面各菜单功能
- 掌握参数设置方法和要点
- 理解联机模式的工作原理
- 学会程序创建和编辑
- 掌握运行界面的操作方法
- 了解常见问题的处理流程
- 熟悉安全操作规范
- 掌握应急处理程序
8.2 系统维护建议
- 定期检查通讯连接状态
- 定期校准传感器和治具
- 定期备份重要程序和参数
- 定期检查安全系统功能
- 定期清理和润滑运动部件
- 定期更新系统软件
- 定期进行系统性能测试
- 建立维护记录和档案
8.3 故障排查清单
- 检查电源和电气连接
- 检查通讯连接和信号
- 检查传感器和治具状态
- 检查程序和参数设置
- 检查机械部件和运动状态
- 检查冲床和安全系统
- 检查干涉区和碰撞检测
- 检查日志和报警信息
8.4 优化建议
- 合理设置首模速度和全局速度
- 优化运动轨迹减少空行程
- 合理设置迟滞时间提高效率
- 定期分析运行周期优化生产节拍
- 优化治具动作时序
- 合理设置干涉区确保安全
- 优化程序结构提高可维护性
- 建立标准化操作流程
8. 附录 (Appendix)
9.1 术语表
- 联机模式: 机器人与其他设备联网协作的工作模式
- 上死点/下死点: 冲床运动的两个极限位置
- 模内逃跑: 机器人在模具内部的快速撤离动作
- 干涉区: 机器人运动过程中可能发生碰撞的区域
- 治具: 用于抓取和释放工件的装置
- 迟滞信号: 信号发出后的延迟时间设置
- IO信号: 输入输出信号,用于设备间通讯
- 示教模式: 手动操作机器人进行点位标记和程序编辑的模式
- 关节插补: 机器人各关节协调运动的方式
- 外部轴: 除机器人本体外的附加运动轴
9.2 常见错误代码
- 连线异常: 前后站连接不满足设定要求
- 关节速度超限: 三轴不在圆心正上方时尝试XYZ运动
- 冲压超时: 冲床在规定时间内未完成冲压动作
- 通讯异常: 网络连接或信号传输出现问题
- 治具检测失败: 治具传感器信号异常
- 干涉区报警: 机器人进入干涉区域