Appearance
1 引言
本章主要说明本控制系统的打磨工艺的相关情况。 纳博特首创棱边焊点打磨专用指令,无需复杂编程。
可实现自动更换砂轮进行多种打磨, 机器人自动在不同方向多次打磨。
焊接飞溅的打磨
表面磕碰划伤的打磨
焊缝余高的磨平
加工余高的磨平
长、大焊缝的打磨
棱角、毛刺的去除
配合变位机等外部轴设备,可打磨大型钣金件,保证打磨效果光滑平整。
配合离线编程可实现对复杂曲面工件的柔顺打磨。
配合线扫激光跟踪技术, 可以实现打磨自动化编程:
2点定位直线。
3点/4点定位用户坐标系。
2 打磨参数
打开示教器,进入"工艺"界面,选择"打磨工艺"进入"打磨参数"界面,若不点修改,只可修改工艺号,选中其中一个工艺号后点击"修改"按钮,方可修改。
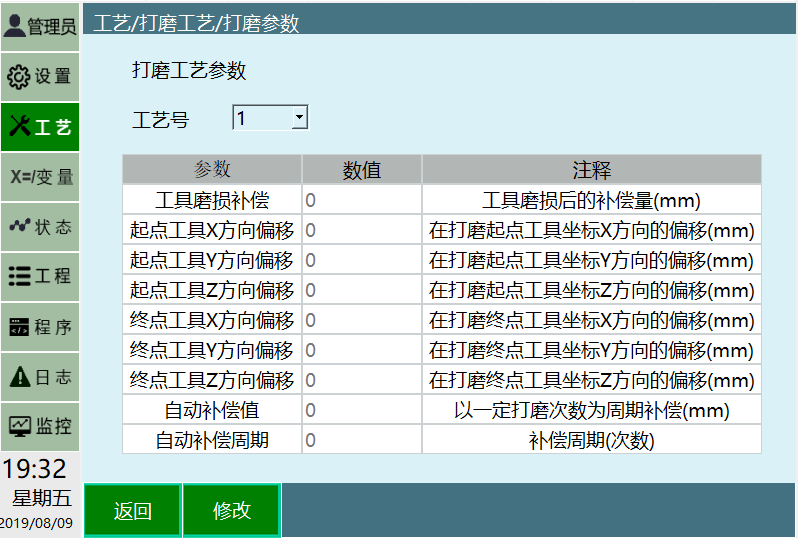
工艺号:提供1-9个工艺号,每一个工艺号均保存该工艺号下面的全部参数。
工具磨损补偿:打磨工具磨损的值,填入后自动补偿掉此值。
起点工具X/Y/Z方向偏移:打磨开始前,在起点会自动进行偏移。
终点工具X/Y/Z方向偏移:打磨结束后,在终点会自动进行偏移。
自动补偿周期/自动补偿值:每经过设置的次数打磨后,全部参数会自动偏移一定距离。
3 打磨指令
3.1 POLISH_EDGE 棱边打磨指令

目前打磨工艺只支持直线方向的打磨,打磨工艺中的POLISH_EDGE相较于MOVL指令增加了ANGLE角度参数、TIMES打磨次数参数,以及ID工艺号参数。
V: 直线运动速度,范围1-1000(毫米/秒)。
PL: 平滑度,范围0-5。
ACC: 加速度调整比率,范围1-100。
DEC: 减速度调整比率,范围1-100。
TIME: 提前执行时刻,范围自然数0-999999ms。
ANGLE:角度参数,设置打磨时,工具手打磨的角度,范围-180°,+180°。
TIMES:打磨次数参数,需要打磨的次数,范围1-99。
ID:工艺号参数,选择打磨工艺中已经设定好打磨参数的工艺号,范围1-99。
3.2 POLISH_CONTINUE 打磨继续指令
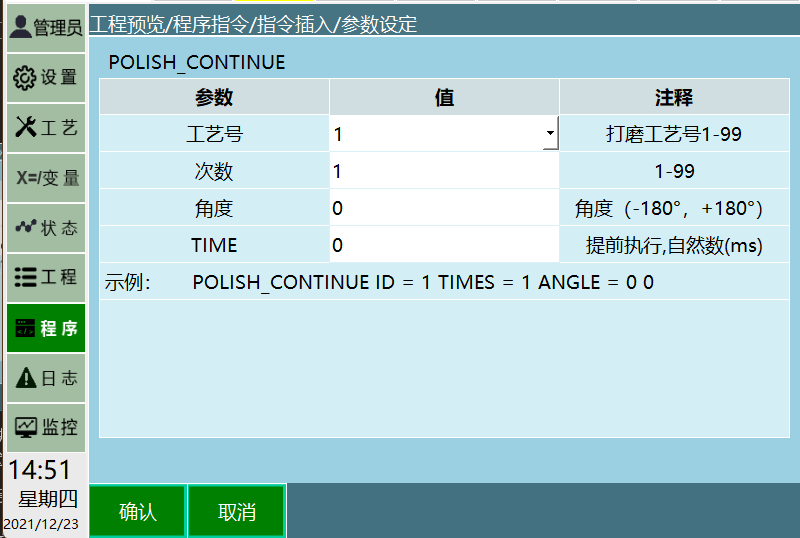
继续打磨指令主要是方便操作人员查漏补缺,在打磨中,有些部位不一定可以在流程中打磨好,所以增加此功能用来弥补某些部位可能存在的误差。
工艺号:选择打磨工艺中已经设定好打磨参数的工艺号。
次数:打磨次数参数,需要打磨的次数,范围(1-99)。
角度:设置打磨时,工具手打磨的角度范围-180°,+180°。
TIME: 提前执行时刻,范围自然数0-999999ms。
3.3 POLISH_OFF 打磨结束指令
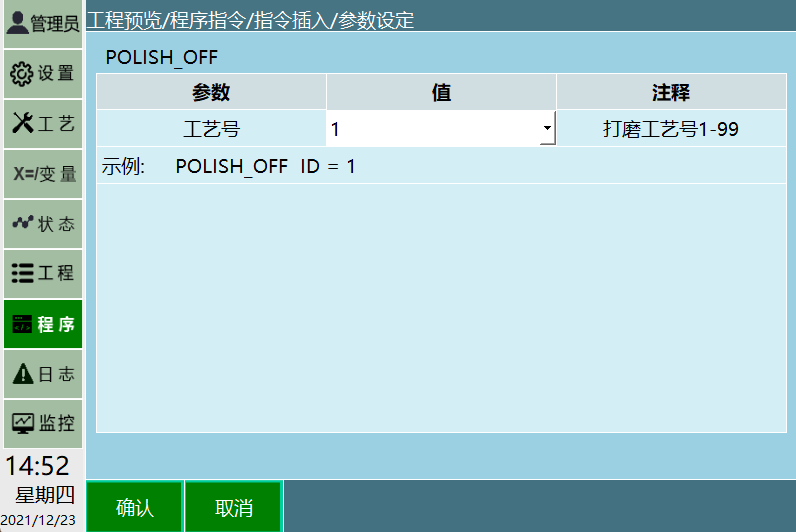
结束打磨指令,运行完成后结束打磨工艺。
注:整体流程需要配合棱边打磨一起使用,打磨工班前应做好安全防护和审单数据交接工作,备足磨片、钢丝轮、沙纸和原子灰等辅料,检查磨具运转是否正常。打磨工在打磨时必须正确使用磨具,确保使用安全。
4 使用情景
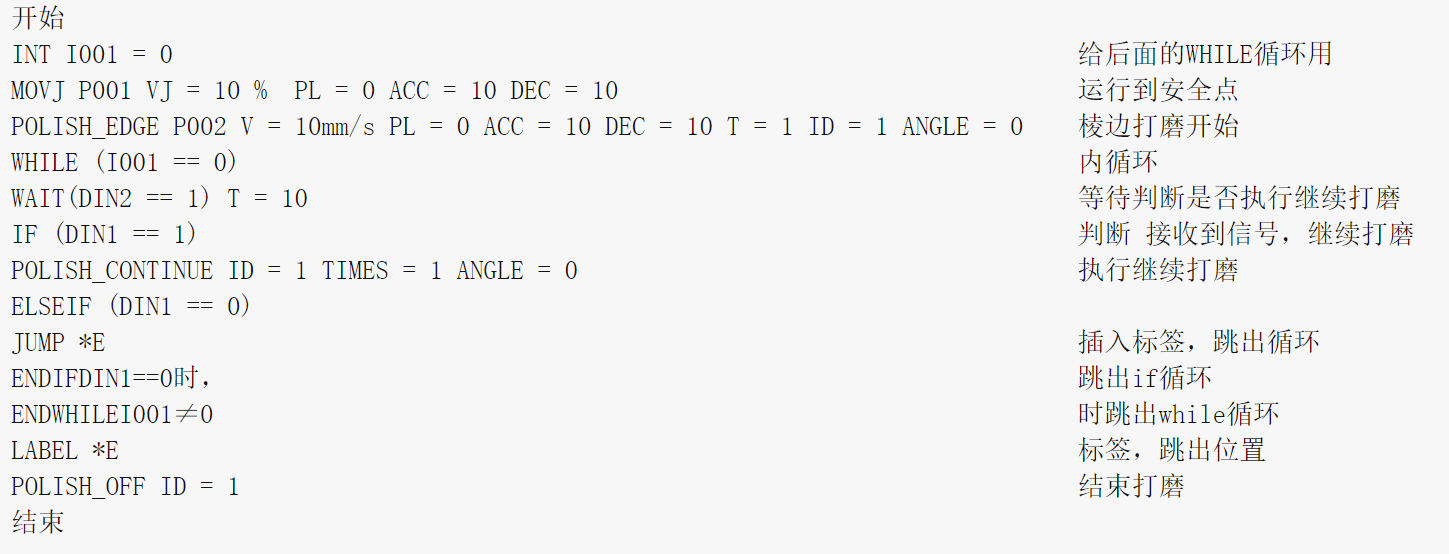
4.1 情景一
打磨一段直线:
打磨次数1,打磨角度0度(当前示教点的角度),开始打磨;
打磨后等待继续打磨信号。
模板如下:
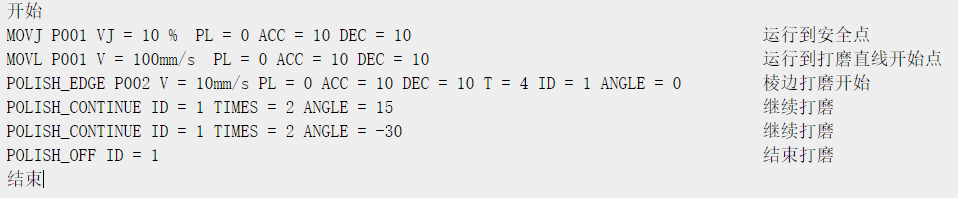
4.2 情景二
- 打磨一段直线,示教位置打磨4遍,正方向偏15度打磨2遍,负方向偏15度打磨2遍。
模板如下:
4.3 情景三
打磨头磨损了1mm,需要调整参数。
设置步骤:
进入工艺/打磨工艺/打磨参数,选中对应的工艺号,点击修改;
工具磨损补偿填1,点击保存;
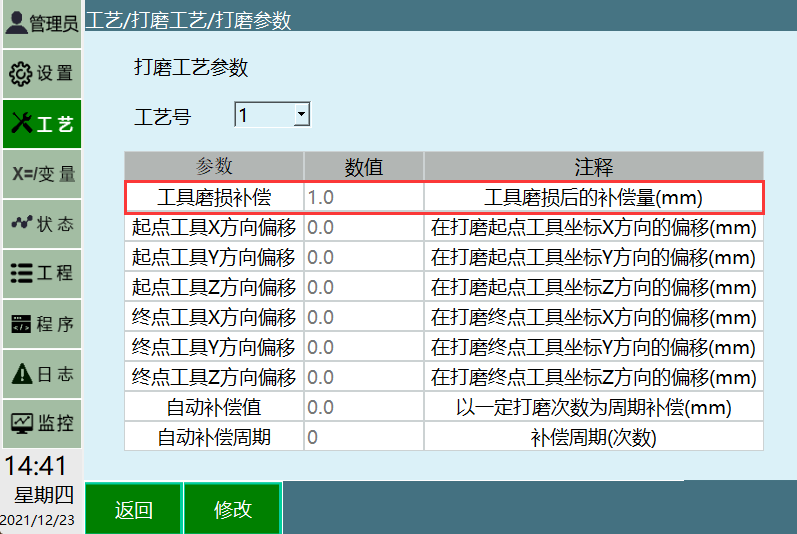
设置完成,运行程序即可。
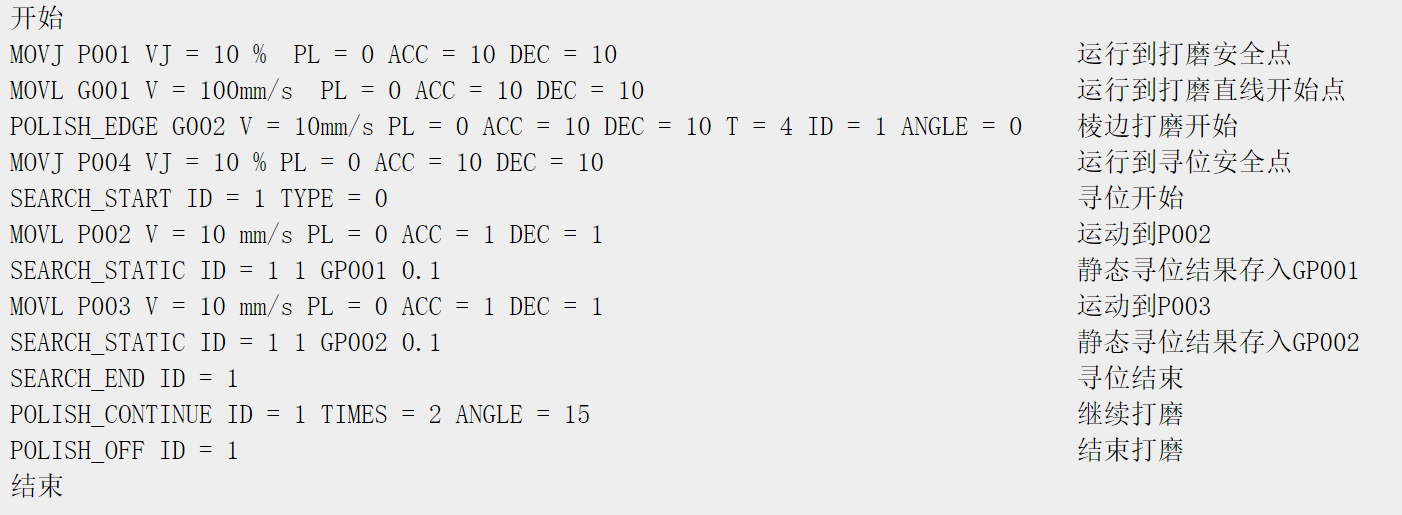
4.4 情景四
- 打磨一段直线,示教位置打磨4遍,正方向偏15度,激光寻位打磨2遍。
模板如下:
问答(Q&A)
Q: 打磨工艺支持哪些打磨场景?
A: 支持焊接飞溅打磨、表面磕碰划伤打磨、焊缝余高磨平、加工余高磨平、长/大焊缝打磨、棱角毛刺去除等场景,配合变位机可打磨大型钣金件,配合离线编程可实现对复杂曲面工件的柔顺打磨。
Q: 打磨参数中提供多少个工艺号?
A: 提供 1-9 共 9 个工艺号,每个工艺号保存该工艺号下的全部参数。
Q: 工具磨损后如何补偿?
A: 进入工艺/打磨工艺/打磨参数,选中对应工艺号,点击修改,在"工具磨损补偿"中填入磨损值,点击保存即可,系统会自动补偿。
Q: POLISH_EDGE 指令的打磨角度范围是多少?
A: 角度参数 ANGLE 范围为 -180° 至 +180°。
Q: POLISH_CONTINUE 指令的作用是什么?
A: 继续打磨指令用于查漏补缺,弥补打磨流程中某些部位可能存在的误差。
Q: 打磨工艺是否支持非直线方向的打磨?
A: 目前打磨工艺只支持直线方向的打磨。
Q: 自动补偿周期/自动补偿值的作用是什么?
A: 每经过设置的次数打磨后,全部参数会自动偏移一定距离,用于应对工具逐步磨损的情况。