Appearance
专用工艺
1 使用步骤
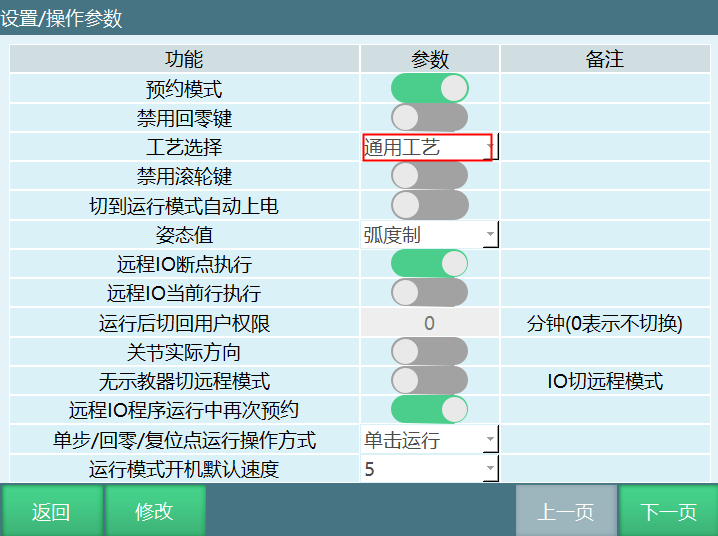
1.1 点击设置-操作参数,进入操作参数界面,工艺选择通用工艺。界面如下所示:
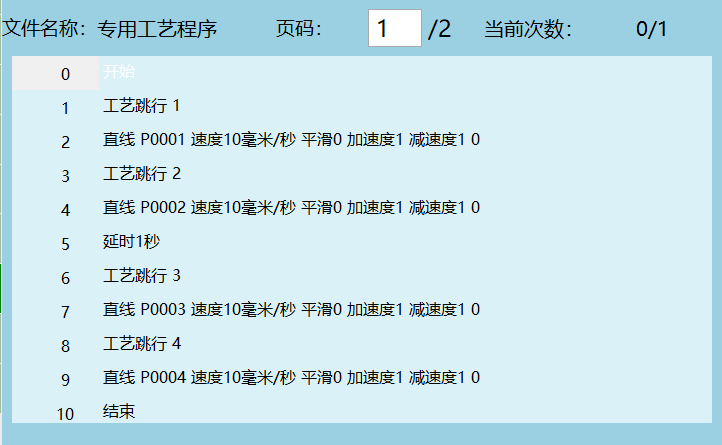
1.2 通用工艺模式下编写作业文件,如图:
1.3. 编写XML文件,修改参数保存;
以下示例仅作说明,无实际含义:
1.4. 操作参数界面的工艺选择切换为专用工艺。
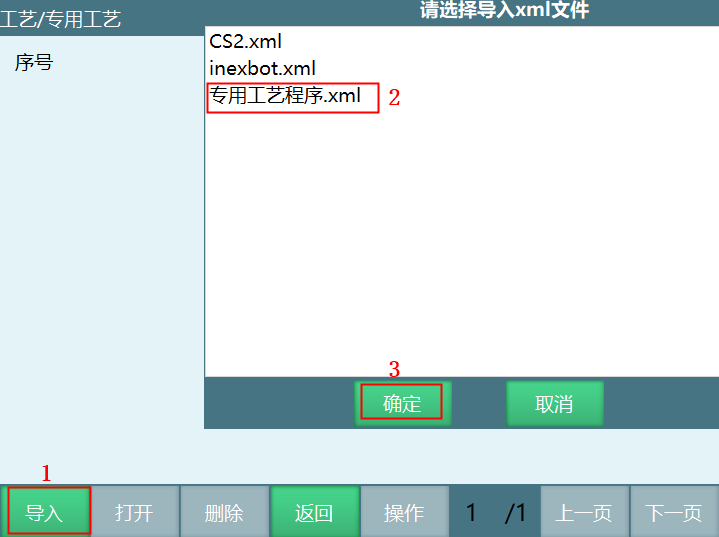
1.5. 点击工艺-专用工艺-导入(导入xml文件,xml文件要放在U盘的importxml文件夹中),选中要导入的文件,点击"确定"(XML文件只存储点位,获取的点位是哪个,比如P0001,不存储点位实际位置,点位实际位置由程序指令存储)。
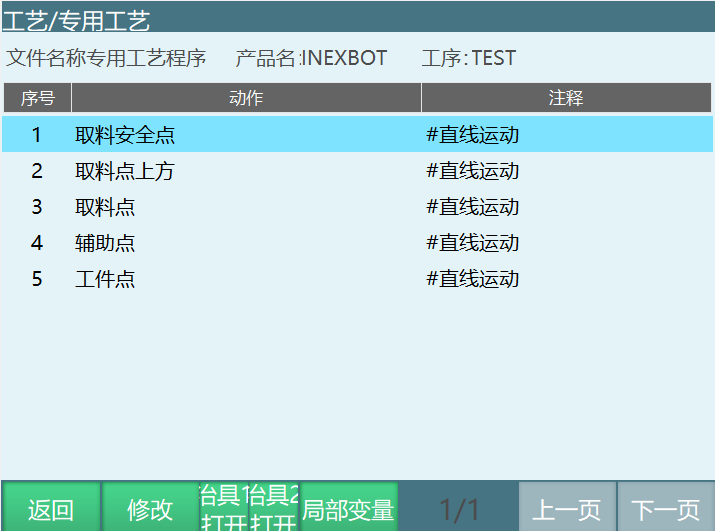
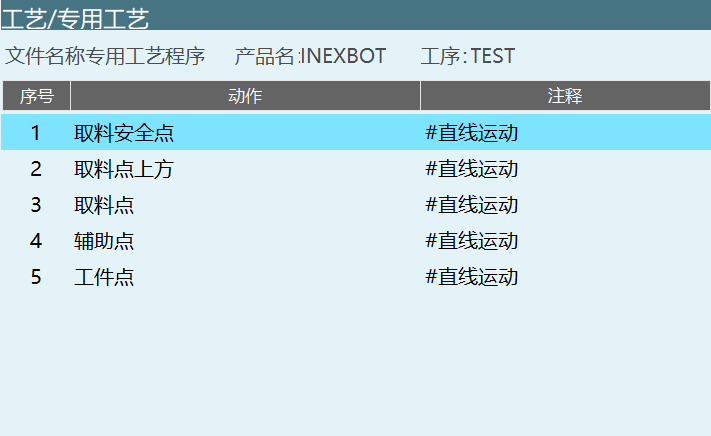
1.6. 作业文件导入成功后,打开导入的作业文件,如下图所示:
2 界面说明
2.1 导入
导入xml文件,文件格式本章手册后面会有介绍。
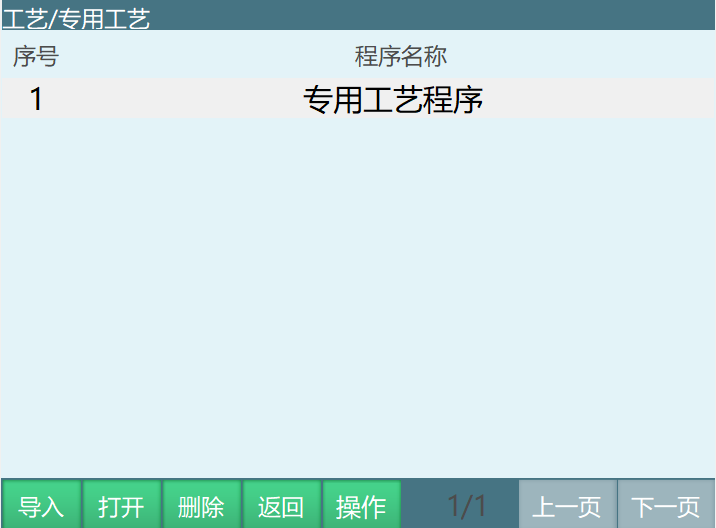
2.2 打开
打开导入的文件,如下图所示:
返回:退出当前界面。
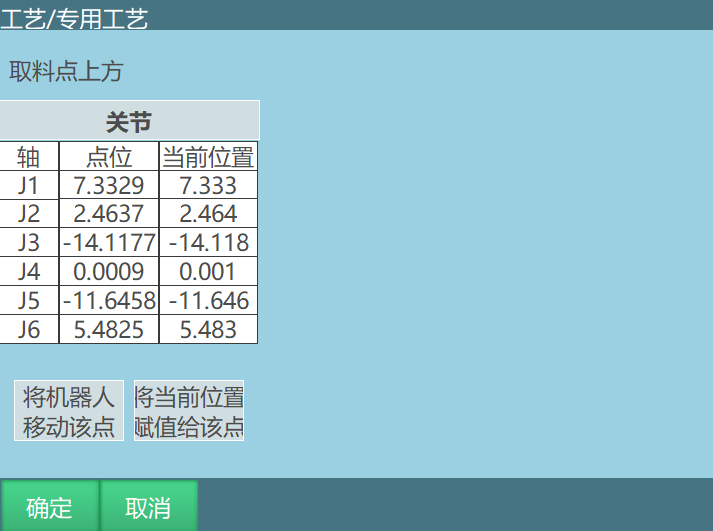
修改:修改定义的位置变量点位,如下图所示将机器人移动到目标位置时点击【将当前位置赋值给该点】,点位修改成功。
治具1打开:控制全局变量GB005,按下治具1打开按钮GB005=1,松开GB005=0。
治具2打开:控制全局变量GB006,按下治具2打开按钮GB006=1,松开GB006=0。
局部变量:查看定义的局部变量的点位信息,示教模式下点击【局部变量】可以修改目标位置的点位。
2.3 删除
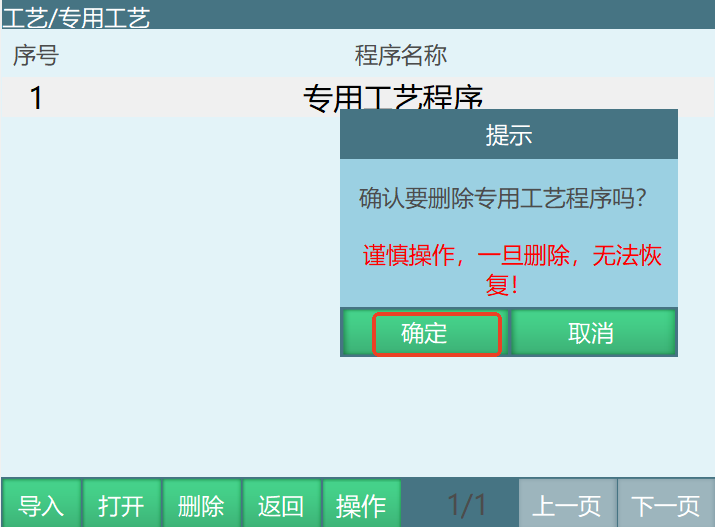
删除选中的专用工艺程序,点击【删除】,再点击提示框【确定】按键,程序被删除。如图所示:
2.4 返回
返回工艺界面。
2.5 操作
点击【操作】对当前选中的程序可以进行复制和重命名。
3 专用工艺xml文件格式
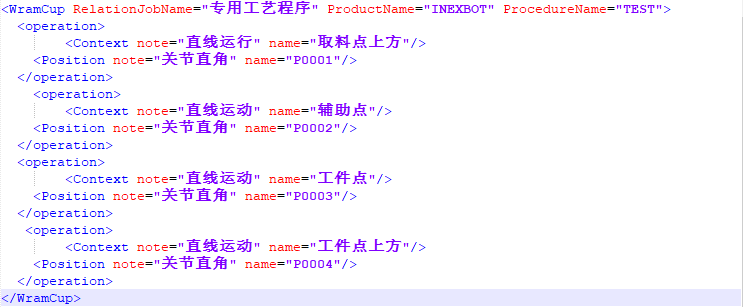
下图展示了xml文件格式:
| 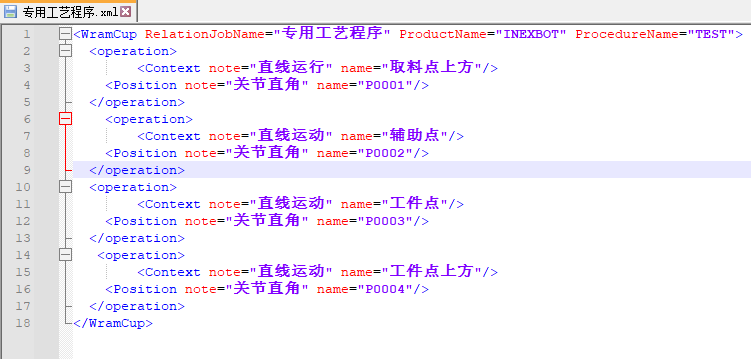
| - 红色字体部分为用户可修改的部分,编写时<operation>和</operation>为一个工艺跳行。
| - 移动类指令对应此类型代码。
4 示例说明
4.1 编写程序
(1)程序在通用模式下编写,新建一个程序(新建程序的程序名称必须与XML文件代码中的程序名称以及作业文件名称保持一致。例如:新建的作业名称为"专用工艺程序",则XML文件中RelationJobName="专用工艺程序")。
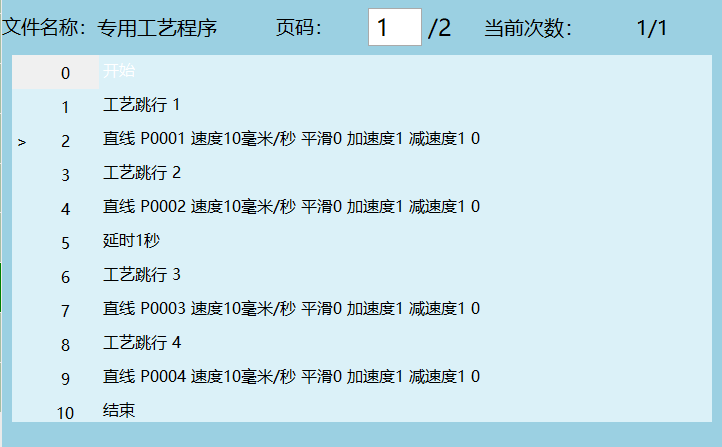
(2)打开"专用工艺程序"作业文件,插入工艺跳行指令,如下所示(工艺跳行只用于专用工艺页面下的程序光标跳行,实际程序运行顺序是根据程序里的顺序进行运行)。
(3)在插入移动类指令时选择的点位应和XML文件中的点位相对应。
4.2 编写XML文件
(1)新建xml文件,用Notepad++编辑修改。如下图:
(2)导入XML文件后,将示教盒从通用工艺模式切换到专用工艺模式,然后点击"工程",选择"专用工艺程序"作业文件,切换到运行模式,点击启动即可运行。
第一行:如上图专用工艺程序界面显示为序号1。
对应通用工艺模式的第一个工艺跳行:第1,2条指令,机器人运动到P0001点(取料点上方)。
第二行:显示为序号2。
对应通用工艺模式的第二个工艺跳行:运行3,4条指令,机器人运动到P0002点(辅助点)。
第三行:显示为序号3。
对应通用工艺模式的第三个工艺跳行:运行6,7条指令,机器人运动到P0003点(工件点)。
第四行:显示为序号4。
对应通用工艺模式的第四个工艺跳行:运行7,8条指令,机器人移动到P0004(工件点上方)。
5 程序运行
操作模式切换为运行模式,点击示教器上的"开始"键程序开始运行。
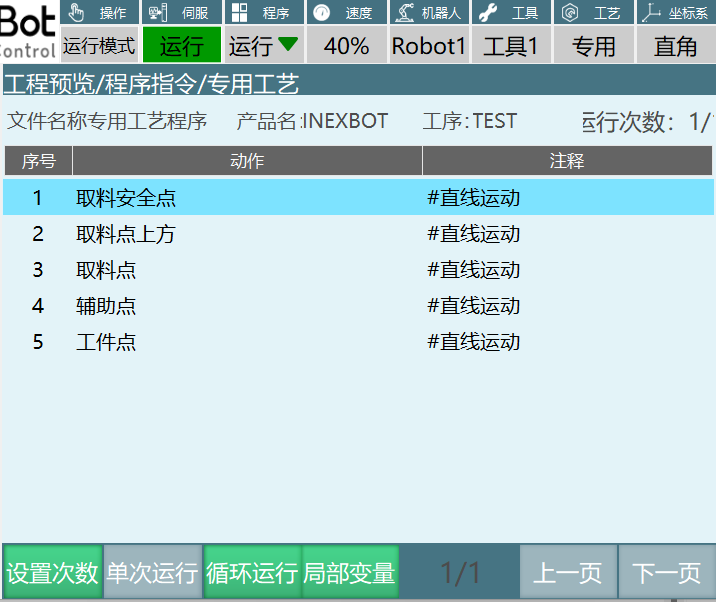 设置次数:程序的运行次数,运行完设置的次数后程序停止运行。
设置次数:程序的运行次数,运行完设置的次数后程序停止运行。
单次运行:程序只运行一次。
循环运行:程序无限循环运行。
局部变量:程序运行时只能查看目标点位信息,无法修改点位。
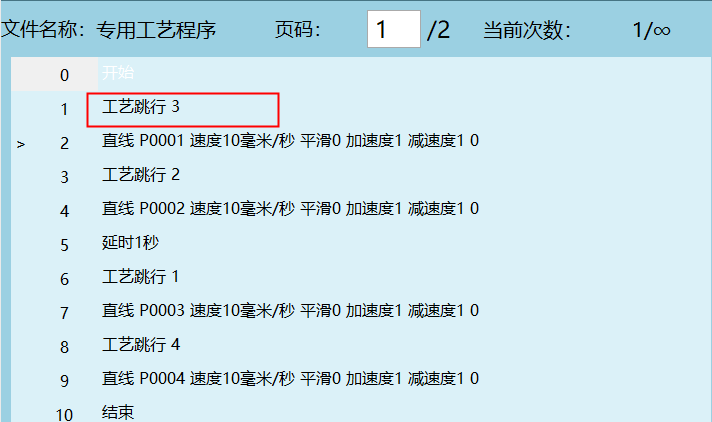
注意事项:工艺跳行指令行数对应专用工艺程序界面的序号,如下所示第一行指令对应的行数3,运行专用工艺程序时会先跳行到序号3行,然后跳行到第一行开始运行程序。
工艺跳行不连续时无法单步运行专用工艺程序。
6 常见问题与解答 (FAQ)
Q1: 专用工艺模式和通用工艺模式有什么区别?
A1: 通用工艺模式下,用户可以直接编写和编辑作业文件,而专用工艺模式通过导入XML文件来配置工艺参数和点位,适合标准化和批量生产的场景。专用工艺模式下,程序运行时会根据XML定义的工艺跳行进行顺序执行。
Q2: 如何导入XML文件?
A2: 将XML文件放置在U盘的importxml文件夹中,然后在专用工艺界面点击"导入"按钮,选择文件并确认导入。导入后,XML文件中的点位信息会被加载到系统中。
Q3: 程序运行时如何修改点位?
A3: 在示教模式下,可以通过"修改"按钮将机器人当前位置赋值给目标点位。在运行模式下,只能查看局部变量,无法修改点位。
Q4: 工艺跳行指令的作用是什么?
A4: 工艺跳行指令用于在专用工艺程序界面中标记程序的执行顺序点,实际运行时机器人会按照程序中的指令顺序执行,而不是严格按照跳行序号。
Q5: 如果XML文件导入失败,可能的原因是什么?
A5: 可能的原因包括XML文件格式错误、文件路径不正确(需在U盘importxml文件夹中)、程序名称不匹配(XML中的RelationJobName需与作业文件名称一致)或系统权限问题。建议检查文件格式和路径后重新导入。
Q6: 专用工艺程序可以单步运行吗?
A6: 如果工艺跳行不连续,专用工艺程序无法单步运行。确保工艺跳行指令连续排列,以支持单步调试功能。
Q7: 如何删除已导入的专用工艺程序?
A7: 在专用工艺界面选中要删除的程序,点击"删除"按钮,然后在提示框中确认删除操作。删除后,该程序将从系统中移除。
Q8: 全局变量在专用工艺中的作用是什么?
A8: 全局变量如GB005和GB006用于控制外部设备,如治具开关。在专用工艺界面,按下相应按钮可设置变量值为1(打开)或0(关闭),用于控制外部IO。
Q9: 程序运行次数如何设置?
A9: 在运行模式下,可以设置"设置次数"(指定运行次数)、"单次运行"或"循环运行"(无限循环)。程序运行完指定次数后会自动停止。
Q10: 如果机器人无法到达目标点位,该怎么办?
A10: 检查点位坐标是否正确,可以在示教模式下重新示教点位。确保机器人安全区域设置正确,避免碰撞。必要时联系技术支持进行调试。